7*24小时服务热线:
7*24小时服务热线:


更新时间:2021-03-14 11:05:25
点击:3441
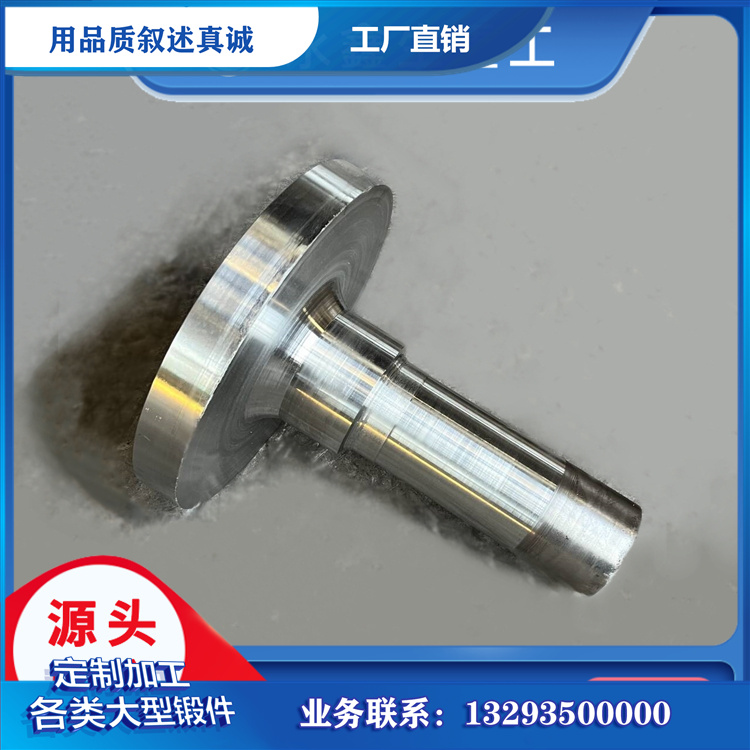
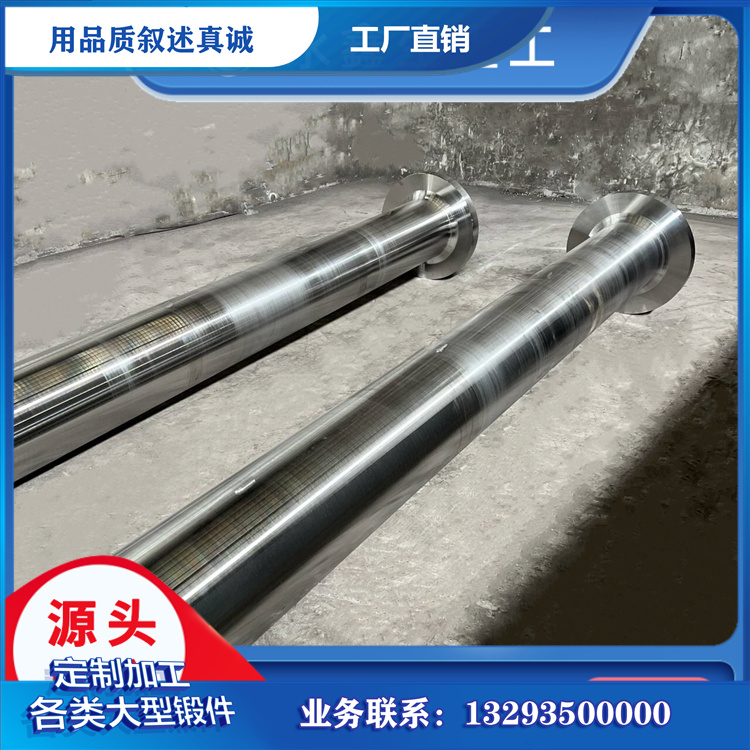
管模是用于生产离心球墨铸铁管道装置的大型精密模具 ,属铸管行业主要消耗性锻件 ,市场需求量巨大。管模按生产方式区分主要有整体锻造管模和热模法离心铸造管模。大型整体锻造管模对设备工装 、制造工艺及产品质量要求极其严格 ,锻件制造难度极大.

我们山西永鑫生重工股份有限公司,在缺少大型管模锻件相关研制经验及专用冶金工装的情况下 ,如何采用现有短芯棒多火次分段成型的工艺方案 ,解决因制造专用冶金工装周期长从而影响产品交货期的问题 。用错砧点扩的技术创新方法有效解决了拔长过程坯料“抱死”芯棒的问题 , 通过优化芯棒拔长工艺保证锻件顺利成型及产品质量。
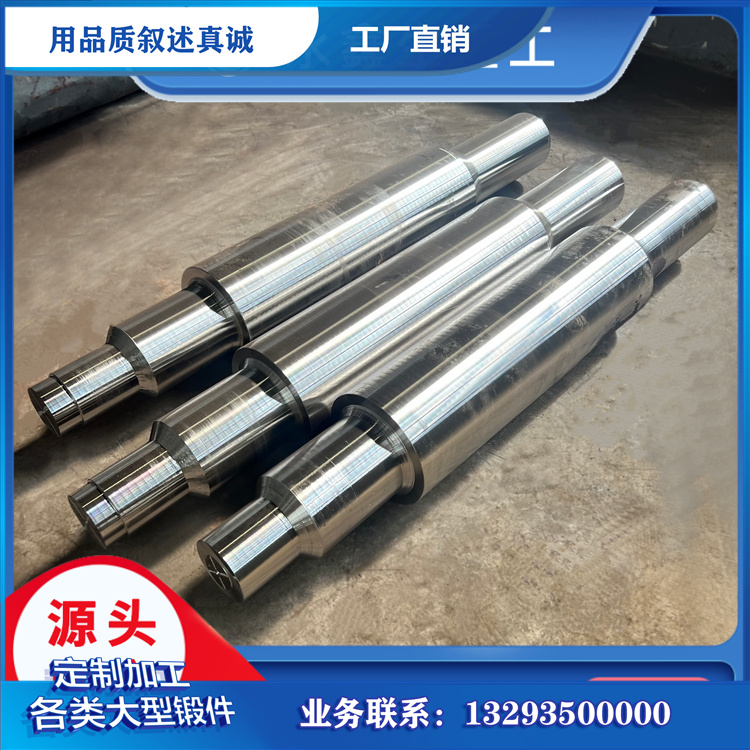
长套类锻件锻造工艺流程:冶炼一铸锭一钢锭压钳口、倒棱一热割肩、切锭尾一镦粗、拔长下料一冲孔一马杠扩孔一预拔长制坯一芯棒拔长一出成品。传统锻造方法成型时一般采用长度大于锻件总长的芯棒执行拔长工序 。由于缺少长度大于9m的直径1400mm专用大规格芯棒 ,而专门制造此工装又工期太长,严重影响交货期 。为此,大胆创新锻造工艺,策划使用现有总长5131的直径1400mm短芯棒执行拔长工序。现有短芯棒没有中心过水冷却孑且斜度小 ,拔长过程中芯棒长时间受热膨胀,且芯棒受压后产生变形 ,极易与坯料“抱死”不动 ,使芯棒无法进退不能完成后续拔长工序 。当坯料长度超过5m时,拔长时芯棒在坯料中的进退及砧子的压料位置难以精准控制 ,容易压空。
由于锻件外型复杂、规格巨大 ,需采用大锻造量芯棒拔长工序 ,以提高拔长效率 。若成型过程产生坯料弯曲变形 ,则芯棒很难再次进入坯料 ,修整工序将很难继续进行。锻件同轴度及内外表面质量对后期加工过程的影响也较大。另外 ,拔长过程中随坯料壁厚减薄温降加快 ,锻造温度大幅降低时易出现表面裂纹 ,必须增加锻造火次 。再者锻件内孔尺寸大且壁厚薄 ,拔长后期较难收口,管模端部容易呈现“喇叭口”缺陷。
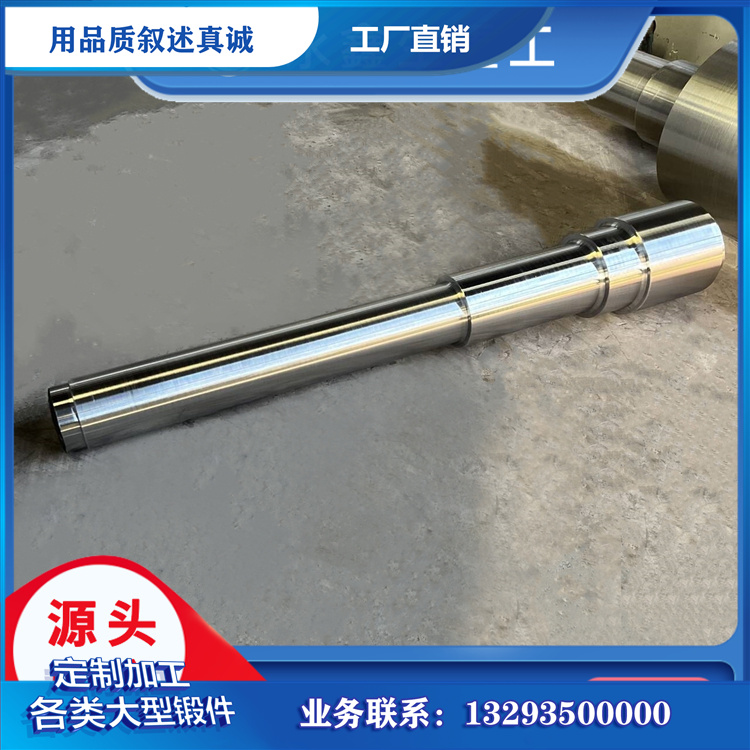
为了克服芯棒长度短导致的拔长操作困难,并有效避免坯料与芯棒 “抱死”不动的问题 ,在拔长操作前 ,适当提高芯棒使用前的预热温度 ,以降低芯棒进入坯料后的膨胀程度。拔长过程采用分段成型的方法 ,即先拔长管模一端至4.5m,然后掉头拔长另外一端至最终工艺尺寸。这种成形方法有效弥补了芯棒长度小于锻件总长的不足。拔长前期须使用大压下量、大角度翻转 ,暂不收口,以保证快速拔长和芯棒顺利进退 。最后阶段采用“退芯棒 ”方案 ,当出现“抱死”现象时,用错砧点扩方法使锻件内孔与芯棒产生空隙松动 ,沿管模圆周方向点扩一周,利用芯棒和管模内壁的微小间隙退出芯棒,管模锻件具有壁薄的特点,芯棒拔长时拔长效率远低于普通长套类锻件 ,预拔长制坯后必须分多火次成型。随坯料壁厚减薄 ,应不断减少压下量和翻转角度,以避免不对称变形而产生弯曲,保证锻件同轴度及表面质量。在拔长后期收口阶段 ,根据金属流动规律 ,制定芯棒端头拔梢度方案 ,沿管模端部旋转轻压 ,使端部金属逐渐紧贴芯棒外壁 ,有效消除“喇叭口”缺陷。
制造过程中,采用多火次分段成型 、最后阶段 “退芯棒”拔长 、错砧点扩 、芯棒端头拔梢度等工艺技术,有效确保了锻件成型质量 。两件管模经外形尺寸、超声检测及性能检验,均满足用户技术协议要求 。
利用短芯棒 ,采用多火次分段成型方案执行薄壁长套类管模锻件拔长工序 ,具有工艺技术可行性。提高芯棒预热温度、采用错砧点扩和拔长阶段大锻造量等工艺方法能有效解决锻造过程中芯棒与坯料“抱死”不动的问题。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码