7*24小时服务热线:
7*24小时服务热线:


更新时间:2022-08-22 11:17:22
点击:2343
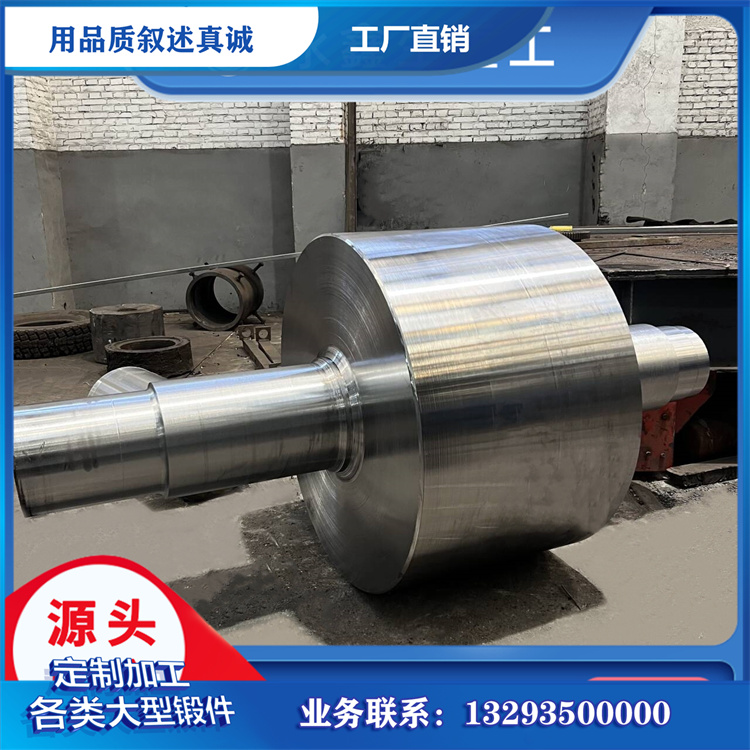
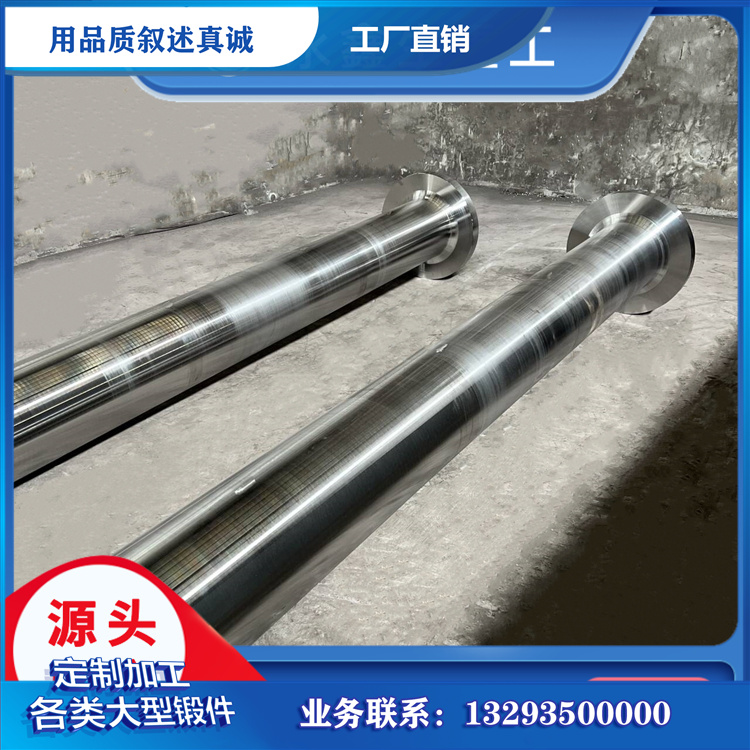
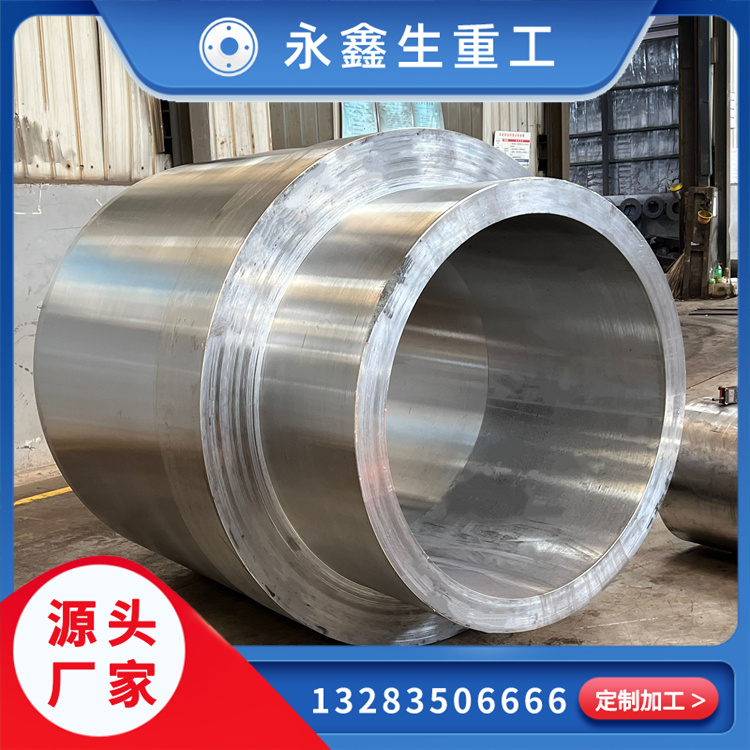
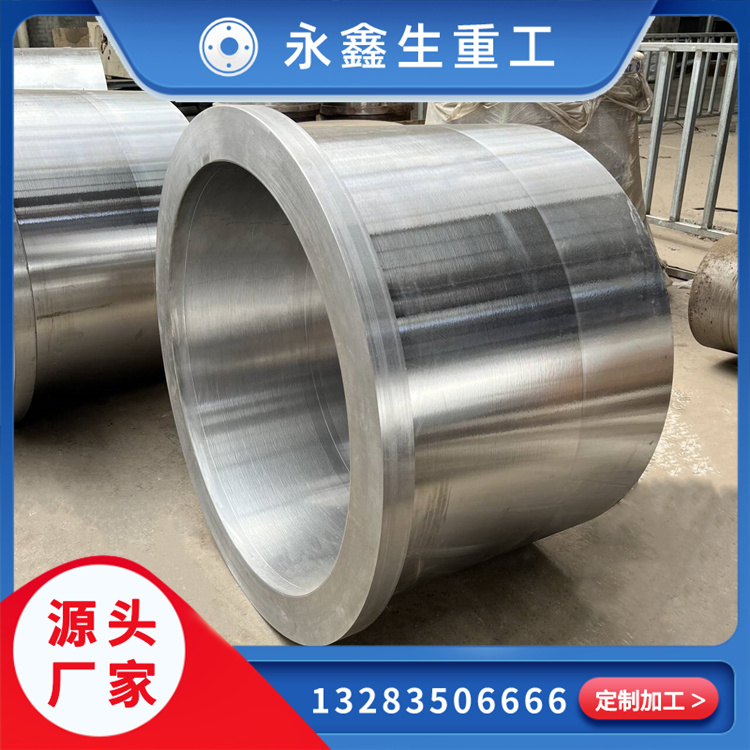
在工业产品中,轴类锻件的用途十分广泛,它的作用是支承传动零部件,传递扭矩和承受载荷。按轴类锻件结构形式不同,一般分为 光轴、阶梯轴和异性轴三类;或者可以分为实心轴、空心轴等。轴类锻件是旋转体两件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹以及相应的端面所组成。根据结构形状的不同,轴类锻件可以分为光轴、阶梯轴、空心轴和曲轴等。轴用轴承支撑,与轴承配合的轴端称为轴颈。轴类锻件加工的工序确定原则
在加工时,加工顺序的安排应根据锻件的结构和毛坯状况,以及定位加紧的需要来考虑,重点是两件的刚性不被破坏。顺序一般应按一下原则进行:
1、上道工序的加工不能影响下道工序的定位于加紧,中间穿插有通用机床加工工序的也要综合考虑。
2、先进行内形、内腔加工工序,后进行外形加工工序。
3、以相同定位、夹紧方式或同一把刀加工的工序最好连接进行,以减少重复定位次数,换刀次数与挪动压板次数。
4、在同义词安装中进行的多道工序,应先安排对工作刚性破坏小的工序。
在制订工艺规程的过程中,往往要对前面已初步确定的内容进行调整,以提高经济效益。在执行工艺规程过程中,可能会出现前所未料的情况,如生产条件的变化,新技术、新工艺的引进,新材料、新进设备的引用等,都要求及时对工艺规程进行修订和完善。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码