7*24小时服务热线:
7*24小时服务热线:


更新时间:2022-08-26 16:08:43
点击:2260
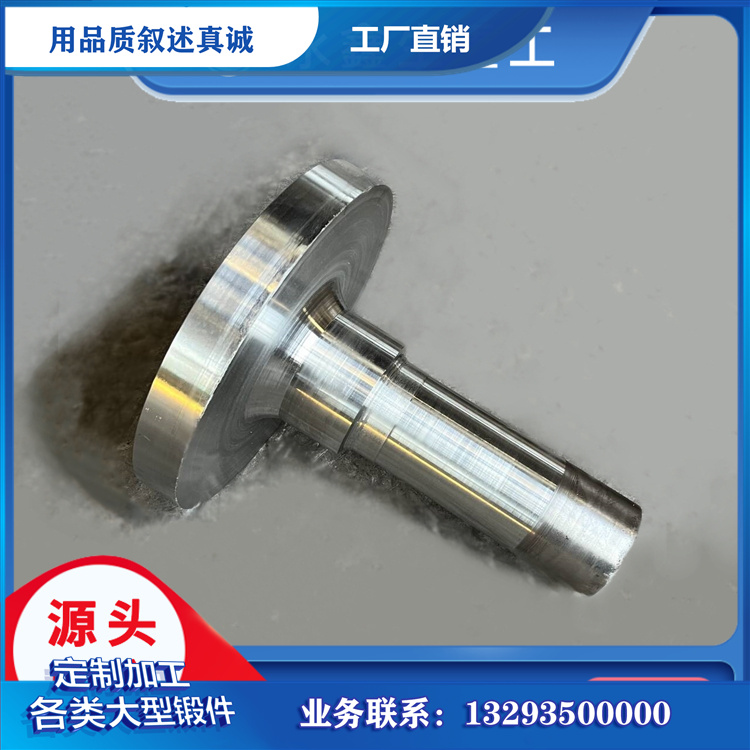
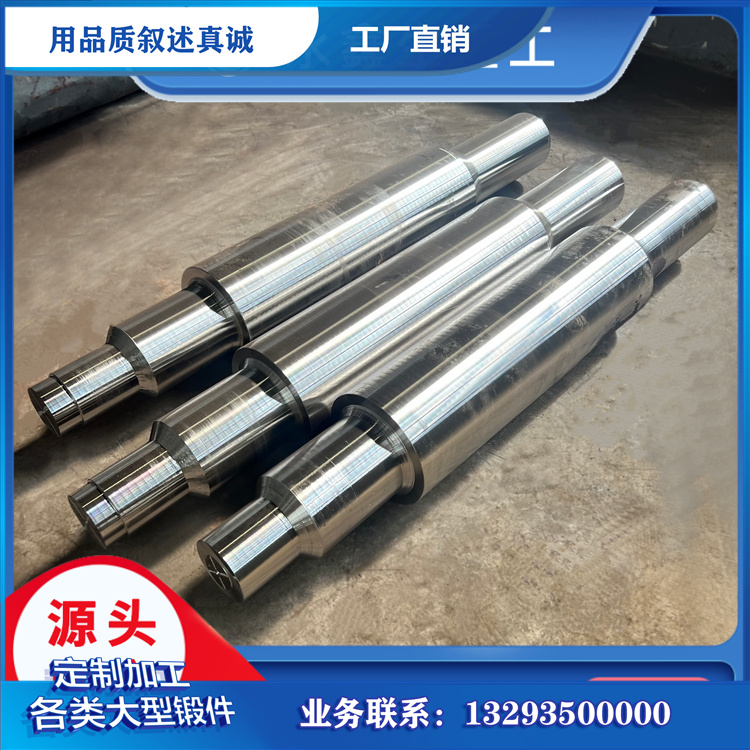
锻造是塑性加工的重要分支。它是利用材料的可塑性,借助外力的作用产生塑性变形,获得所需形状、尺寸和一定组织性能的锻件。各国习惯上将塑性加工分为两大类。一类是生产原材料(如管、板、型、棒)为主的加工称为一次塑性加工。另一类是生产零件及其毛坯(包括锻件、 冲压件等)为主的加工称为二次塑性加工。因为在大多数情况下,二次加工都是用经过一次加工所提供的原材料进行再次加工,但大型锻件多用铸锭为原材料直接锻成锻件,对于粉末锻造则以粉末为原料。
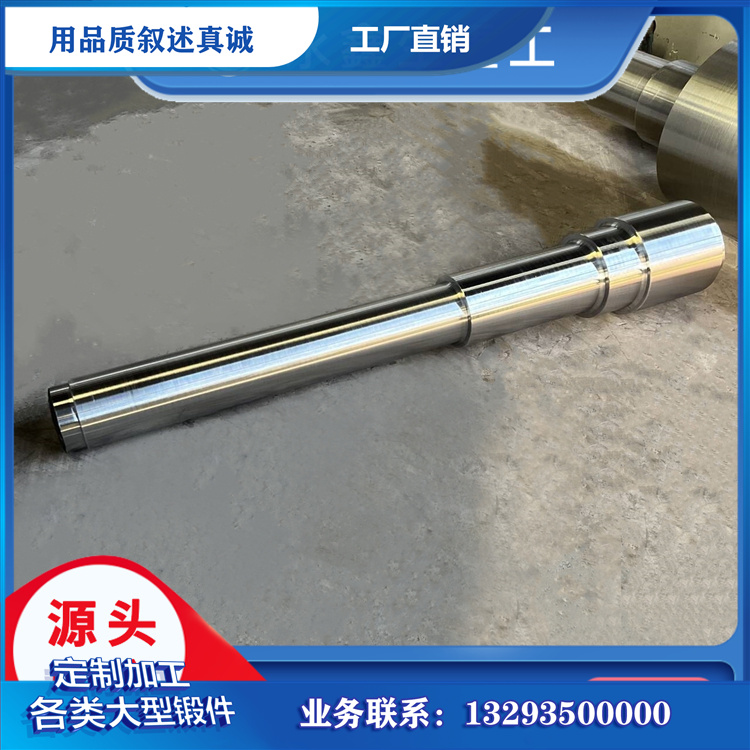
二次塑性加工根据所用原材料的不同,又可分为体积成形及板料成形,前者所用原材料为棒料及块料,受力属于三向应力状态,后者多用板材为原材料,变形过程习惯上多按平面应力状态来分析。由上述分析可见,锻造属于二次塑性加工,变形方式为体积成形。任何一个锻造过程的根本目的都是为了获得符合图样要求的外形、尺寸及内部组织性能合格的锻件。而成形的基本条件有两个,一是在变形过程中材料能承受所需的变形量而不破坏,二是施力条件,也就是设备通过模具向工件施加足够大的及特定分布的力。努力创造条件,优化工艺过程,生产合格的锻件是锻件生产厂的重要任务。
锻造工艺选择是灵活多样的,仅以成形工序而言,同一种模锻件可以用不同设备或不同方法来完成。例如连杆若在模锻锤上成形时,坯料在同一副模具中完成拔长、滚压、预 锻及终锻。如若用机械压力机模锻,则需预先采用滚锻制坯。若用成形辊锻方法来生产,则可在精密辊锻后再加上一道整形工序而获得合格件。又如阶梯轴多工位冷锻,对于同一锻 件可以有不同的工艺路线,采用不同的毛坯,相应地中间工序也不相同,有些包含正挤压,有些采用顶镦。所需变形力大小也不等。模具寿命差别也较大。当设备条件(如吨位等)已固定时,可选择的方案也就不那么多了,当原材料性能及规格固定后,并不是图中所有方案都能适用。在保证产品的外观和内部质量及生产率的前提 下,选择成形工艺方案应考虑的基本出发点为经济效益好,具体地说:
1)节约原材料。尽量采用近无余量成形,或近净成形,即少无切削加工。
2)减少能耗。不能只看某一工序的能耗,而是要看总能耗,初看起来冷锻因省去加热工序,能耗下降,但还应考虑冷锻前的软化处理及工序间的退火所消耗的能量。采用非调质钢及余热形变热处理都是节能工艺。
3)降低变形力。尽量采用省力的成形方法,这不仅可以减小设备吨位,减少初投资。还可以提高模具寿命。回转成形在近年来获得广泛应用的原因也在于此。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码