7*24小时服务热线:
7*24小时服务热线:


更新时间:2022-08-16 15:46:37
点击:2400
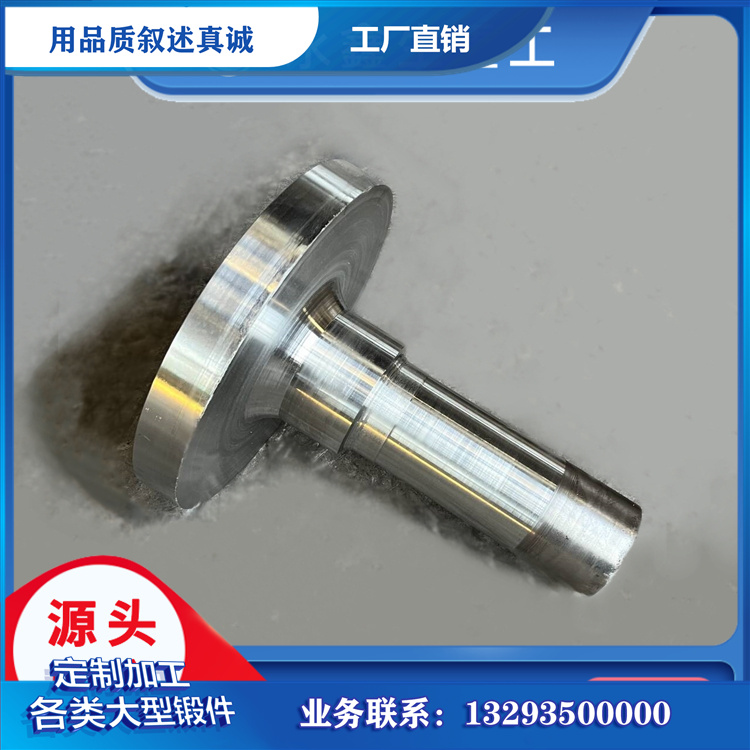
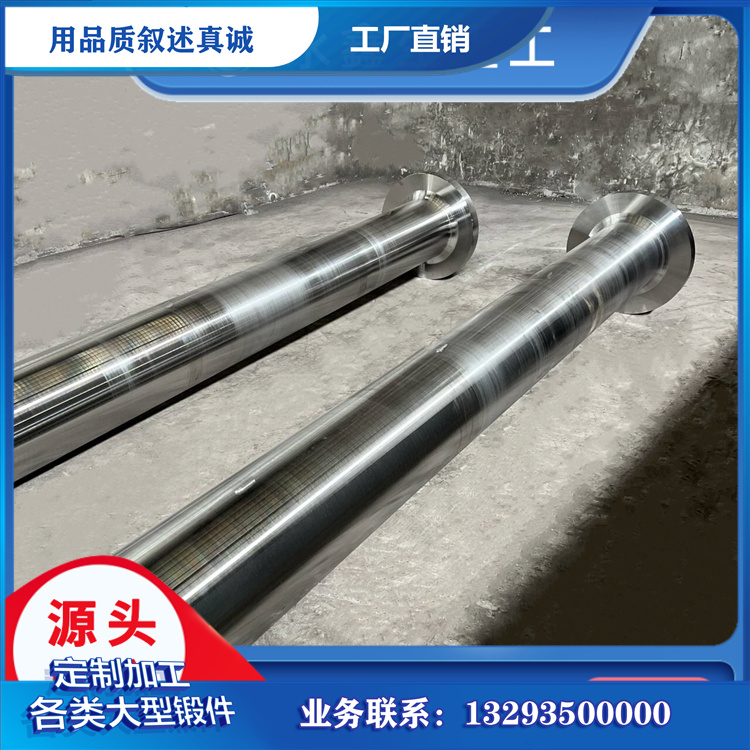
大型锻件的锻后热处理,又称第一热处理或预备热处理,通常是紧接在锻造过程完成之后进行的。其主要目的是:
1.消除锻造应力,降低锻件的表面硬度,提高其切削加工性能,这是锻后热处理最直接和最初级的目的
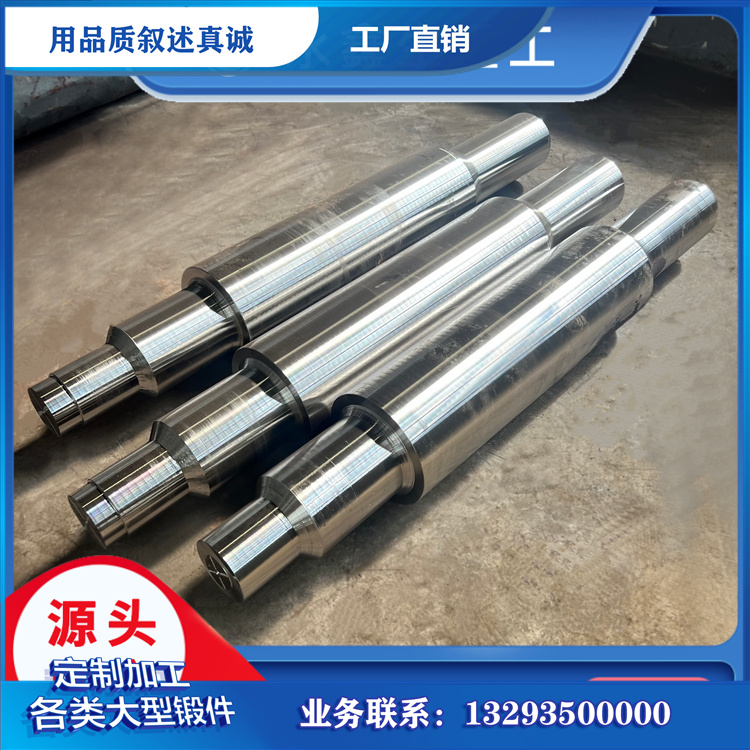
2.对于不再进行最终热处理(或产品热处理)的工件,通过锻后热处理还应使锻件达到产品技术条件所要求的各种性能指标。这类工件大多属于由碳钢或低合金钢制成的锻件。
3.调整与改善大型锻件在锻造过程中所形成的过热与粗大组织,降低大型锻件内部.化学成分与金相组织的不均匀性,细化钢的奥氏体晶粒;提高锻件的超声波探伤性能,消除草状波,使得锻件中的各种内部缺陷都能够较清晰地显示出来,以杜绝不合格锻件向下道工序的转移。
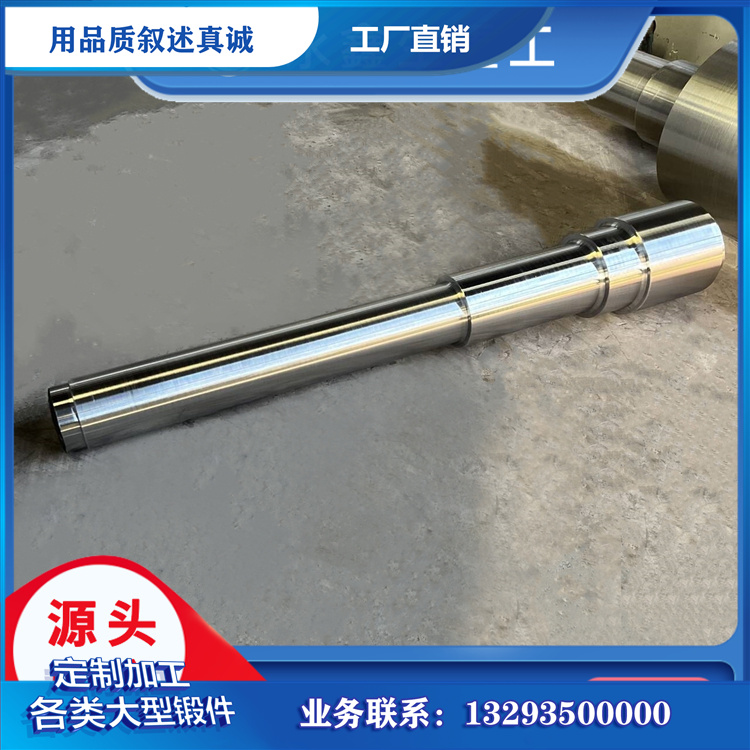
4.对于各类重要大型锻件来说,在制订锻后热处理工艺时,必须首先考虑的是防止和消除白点问题。为此,必须知道制作此锻件的大型钢锭的冒口端取样定氢结果,用以作为钢中平均氢含量的数据,然后通过大型锻件的扩氢计算确定为保证锻件中不出现白点缺陷所必须的去氢退火时间,并在锻后热处理工艺过程中给于安排。这是在制订大型锻件锻后热处理工艺时最为重要和必须首先解决的问题,必须切实作到,以免因出现白点而使锻件报废。
5.对于由经过一次真空处理或两次真空处理钢水制成的大型锻件,如果其钢锭冒口取样定氢数值低于此锻件钢种的无白点极限氢含量,则在制订锻后热处理工艺时可不考虑去氢问题。但是,如果锻件对消除钢的氢致脆化或对钢中残余氢含埴的数值有明确规定时,则在制订锻后热处理工艺时,仍然要通过扩氢计算确定所必须的去氢退火时间,并给以精心安排,以保证达到设计图纸和有关技术文件对大型锻件所规定的各种要求。最后,锻造过程中的中间退火,能使钢中硫化物夹杂球形化及分散化,对改善大型锻件的横向性能(主要是冲击韧性)是有利的。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码