7*24小时服务热线:
7*24小时服务热线:


更新时间:2022-05-16 17:46:57
点击:4771
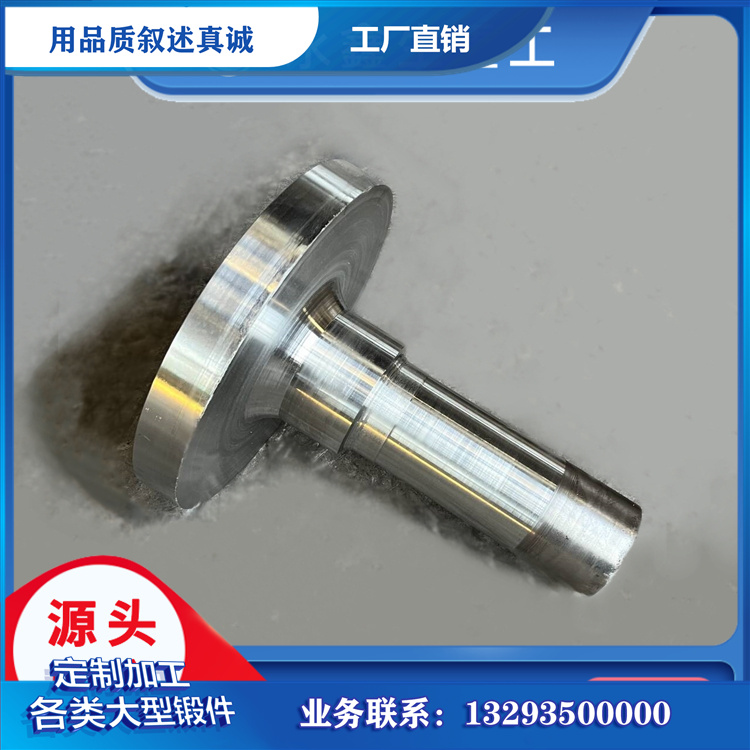
我国火车车轮形制特征简析火车车轮是火车整车零件中的一个关键组成部分,是火车机车生产中技术较髙的环节之一由于火车的种类繁多,工作环境和机车构造也不尽相同,所以火车车轮的结构形式和形制特征也多种多样。一般由轮毂、轮辋、辐板二个部分组成。
火车车轮属于典型的金属塑性成形产品,常常会出现多种内部和外部缺陷。比较常见的有偏心缺陷、组织和填充不完全等缺陷。所以车轮生产中对锻压技术要求较髙我国现行车轮生产工艺。
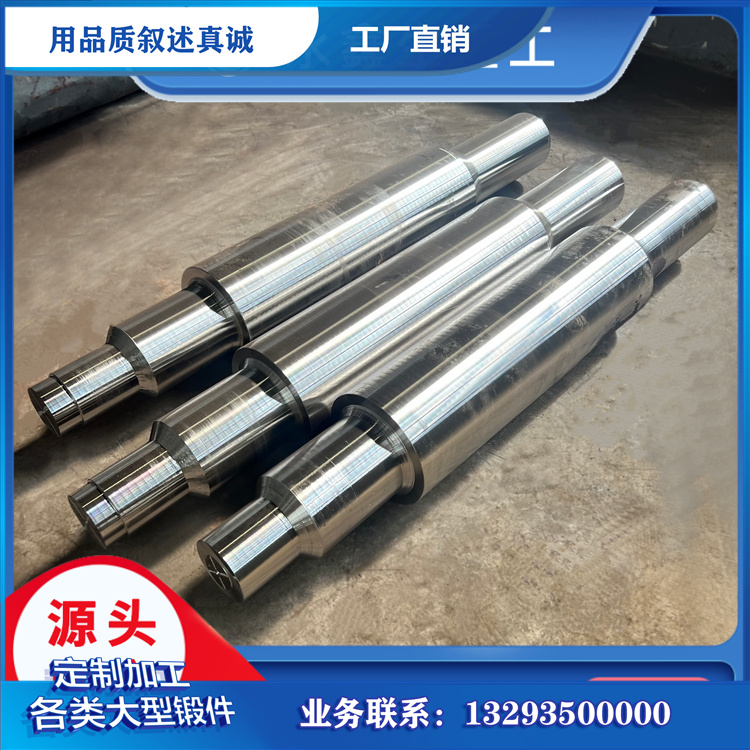
当前包括我国在内的世界各国普遍采用模锻一一乳制法(又称整体辗钢车轮生产法)进行火车车轮锻造生产,这一方法主要采用模锻和轧制扩径两个主要步骤来完成车轮主体的成形。和铸造法相比较,该法所生产的车轮内在质量要好很多,与全模锻制造法相比,该法的优点在于对模锻设备的要求较低。全世界有20 多个生产厂家,虽然各自的生产工艺有其独有特点,但是总体来说从流程来讲可以分为三个主要步骤:预成型及成型、轧制扩径和压弯冲孔。通过初步总结,各厂家在工艺 上的差别,主要体现在预成型及成型的差异上,压弯压力机的配置方面则基本相同,冲孔设备的配置也只是稍有差别。
车轮预成型工艺。
车轮坯料采用圆柱形钢坯下注,坯料直径介于380nmi——406mm之间。使用高速锯床对钢坯进行锯切成段,成段坯料经加热后,有机械手夹持上料到压力机进行预成型工序。在预成型工序中,上磨具采用成型模,下模具则选用中央突起的压痕模,以此实现对轮辋、轮毂的金属体积分配。在压力机模锻工序采用的是静压力锻造,整个锻造过程在一次行程中完成。优异的车轮预成型工艺,不但能够保证车轮初步形状的成形,同时还可以起到改善车轮内部组织结构和金属流线的双重作用。但是如果此阶段的工艺不合理,则会直接导致车轮偏心、填充不完全等缺陷。给后续加工阶段操作带来困难,严重的还会直接导致车轮报废。车轮锻造过程中的数值模拟分析。
由于火车车轮的锻造工序繁多,各环节中对轮坯不同部分的数据误差要求较高,且由于涉及到材料金属物理化学性质的变更,因此对锻造过程中的数据控制和数值模拟要求较高,所以对于锻造工作的每个环节而言,建立数值模拟分析是十分必要的.目前在数值分析方面,主要采取的是有限元数值分析法,这是一种将连续体根据实际需要,分化为若干个大小有限的单元个体集合,以方便分析连续体力学问题相关数据的方法。这一方法应用在车轮锻造生产过程中,可以精确求解轮坯变形时内部速度场、应力场以及应变场等的变量,从而为车轮锻造各道工序,提供了科学的理论依据。在目前我国火车车轮生产中,基于有限元理论和相关软件支持,已经普遍建立起了火车轮预成形和成形工步数值模 拟分析模型、压弯过程数值模拟分析模型、冲孔过程数值模拟分析模型等一系列环节的模拟分析模型。使得工作人员能够及时掌握各阶段数值的变化,以及由此带来的对成品质量的影响,实时调整参数设置,确保车轮最终质量得以实现。当前火车车轮锻造工艺存在的问题。随着对火车车轮数量要求的增加和质量要求的提高,我国火车车轮锻造工艺的缺陷也显 露出来。目前主要问题在于各工步,尤其是在车轮预成形和压弯工步,对金属变形量的分配以及模具结构和尺寸的设计等渚多问题,有待 进一步研宂和改进。这些问题的存在不仅使得 车轮锻造工序和模具设计的周期更长、对模具 和车轮的调试以及模具维修的过程趋于复杂, 而且还会导致车轮辐板出现裂纹、车轮成形形 状和尺寸满足不了设计要求等一系列质量问题, 使得当前的火车车轮生产,从数量到质量都与 实际需要存在相当差距。
火车车轮的锻造,是一个从材料选择、模具设计制造、到前期预成形、成形、再到后期 压弯和冲孔的连续性工序系统。由于金属在各 工艺阶段会发生相应的物理和化学变化,因此 常常会出现诸如填充不充分和偏心等缺陷,导 致产品质量不能达到预期要求,严重者产生废 品。从加工流程优化、数值模拟分析等方面加 以完善,是弥补当前车轮锻造工艺相关环节缺 陷,保证车轮最终质量的有效途径。以有限元 理论为基础的数值模拟分析模型,是目前实现 锻造过程数值模拟分析的可靠途径,是实现对 锻造过程中相关数值精确控制的有效手段。笔 者认为,我国火车车轮锻造工艺的改进,除了 要注重生产设备和新型工艺的开发外,对以有 限元理论为依托的计算机软件辅助分析系统的 开发运用也应该予以重视,将其纳入工艺改进 的重要组成部分。
联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码