7*24小时服务热线:
7*24小时服务热线:


更新时间:2021-07-24 11:32:40
点击:3082
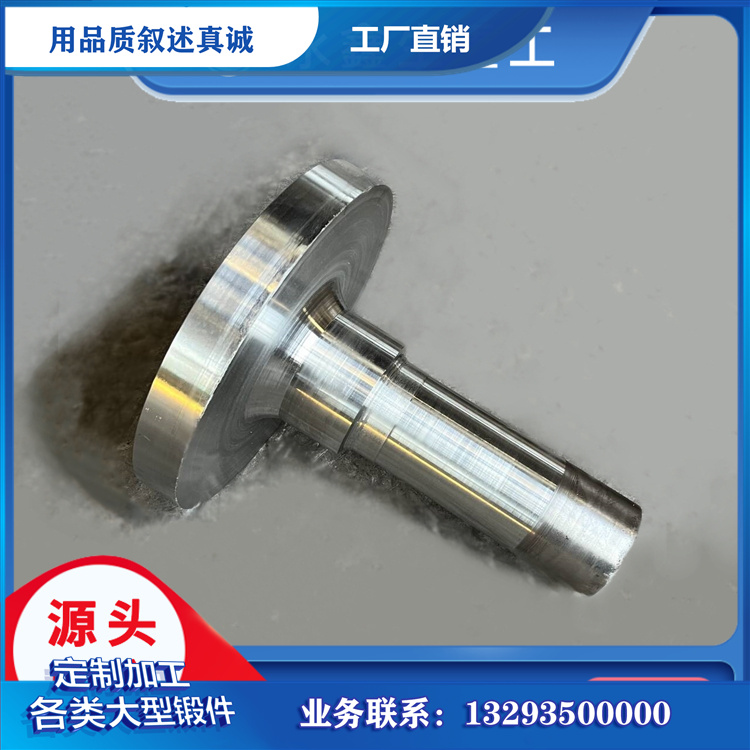
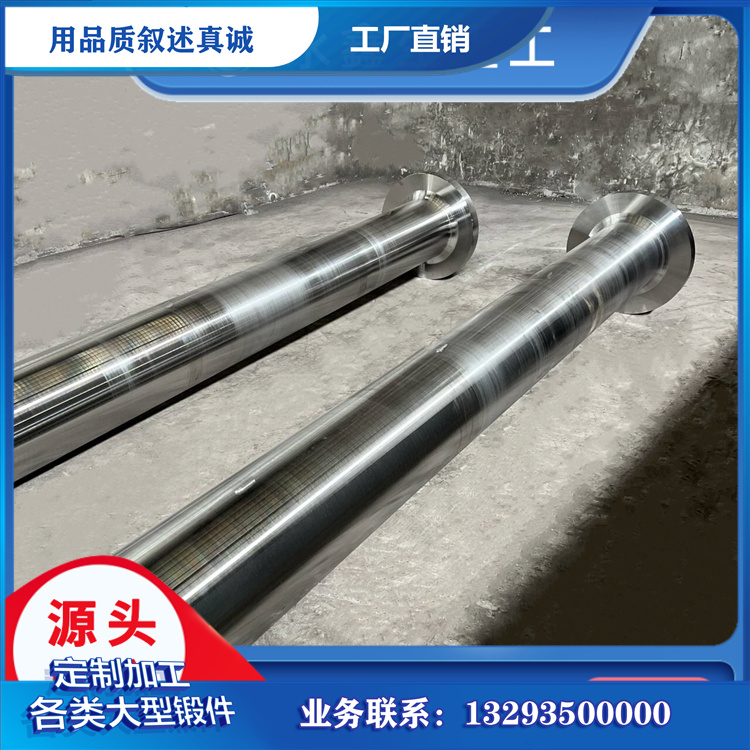
超大型变截面内孔空心主轴锻件采用特殊锻造工艺,突破常规进行技术创新,发挥现有设备潜力,实现小设备干大活,降低了成本,实现了效益最大化。我司承揽的一件大型空心主轴锻件。,考虑制造空心件难度巨大,要求锻造技术水平过高,操作控制难度过大,用户同意按实心锻件锻造。我公司从减能增效角度考虑,又重新进行技术评审,认真研究工艺方案,结合实际情况对各方案的优缺点进行对比分析.
空心锻造操作难度大,内孔小而长,锻件体积大,插入内孔部分的芯棒很容易被抱住,损坏工具,尤其现有的芯棒最长的只有3000mm,需要两端分别插入芯棒进行拔长,更增加锻造难度。但考虑到该件的具体使用情况,并且制造超长、超重空心件能使我公司目前的生产组织安排、技术方案准备、实际生产操作以及各部门之间的协调能力和技能水平得到提高,是一次难得的大练兵机会,也是充分挖掘设备极限锻造能力,扩大产品对象范围的尝试。最终决定冒一定风险,进行空心锻造。
1.筒类件平砧六方拔长法
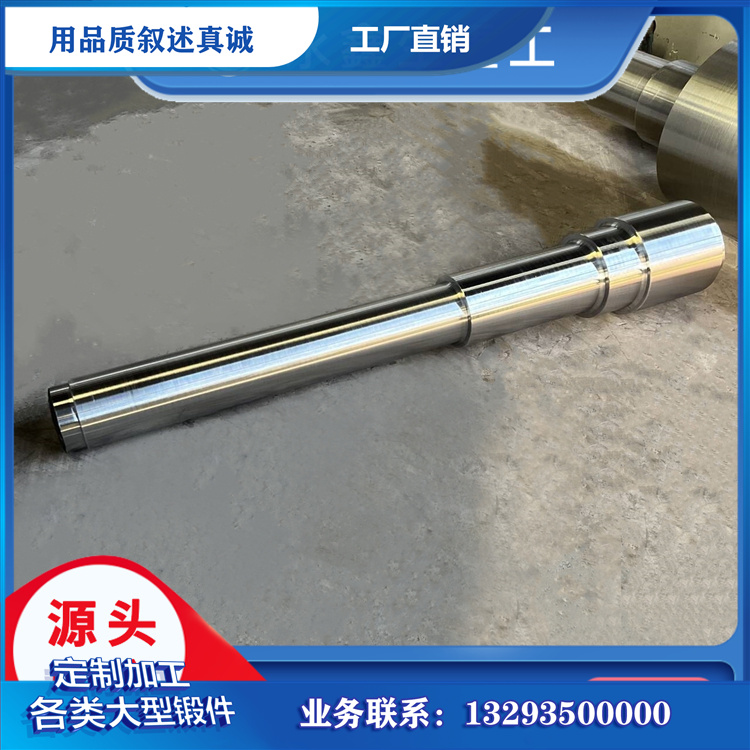
第三火芯棒拔长时,由于外圆较大,没有相应的V型砧,如果用平砧拔长,拔长效果不好,也不能保证拔长质量。为此,我们创造了筒类锻件平站六方拔长法,既保证了拔长质量,又较好的解决了冶金辅具问题.
2.两端分别插入芯棒进行筒类锻件收孔拔长法
第五火、六火、七火芯棒拔长和收孔时,由于锻件长度已经超过5m,而我公司的芯棒只有3m长,无法满足锻件拔长要求,如果新投制一个5m长的芯棒,不仅增加成本,而且由于5m长芯棒的锥度会很大,锻件内孔肯定出现“喇叭口”的质量问题。最终决定必须采用现有芯棒完成该锻件的生产,所以我们采取了两端分别插入芯棒进行筒类锻件收孔拔长的方法,解决了冶金辅具的问题。
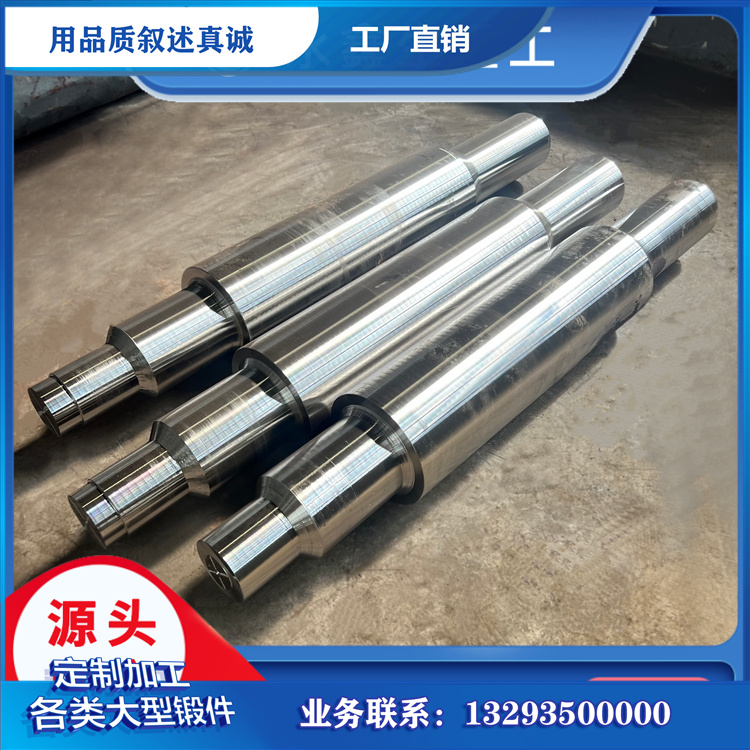
生产的锻件为超出32MN水压机设备能力的超大型筒类锻件。在实际锻造过程中,要严格按照工艺要求保证加热温度、时间、均匀性等。严格控制锻件分料尺寸及长度为2669mm的内孔的台阶尺寸。锻件内孔直径小,长度(长度5080 mm)过长,要防范芯棒(长度3000mm)卡死风险等.第一次采用的两端分别插人芯棒进行筒类锻件收孔拔长的锻造方法取得成功,同时创造出的筒类件平砧六方拔长法刷新了我公司32MN 7JC压机筒类锻件生产的历史记录。最终在确保安全的情况下,成功地锻造出了该件超大尺寸规格的筒类锻件,满足了各项技术指标。为以后锻造此类大型筒类锻件提供了锻造工艺及实际操作的数据和经验,为进一步应用和推广打下了良好的技术基础。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码