7*24小时服务热线:
7*24小时服务热线:


更新时间:2025-02-11 15:43:25
点击:2399
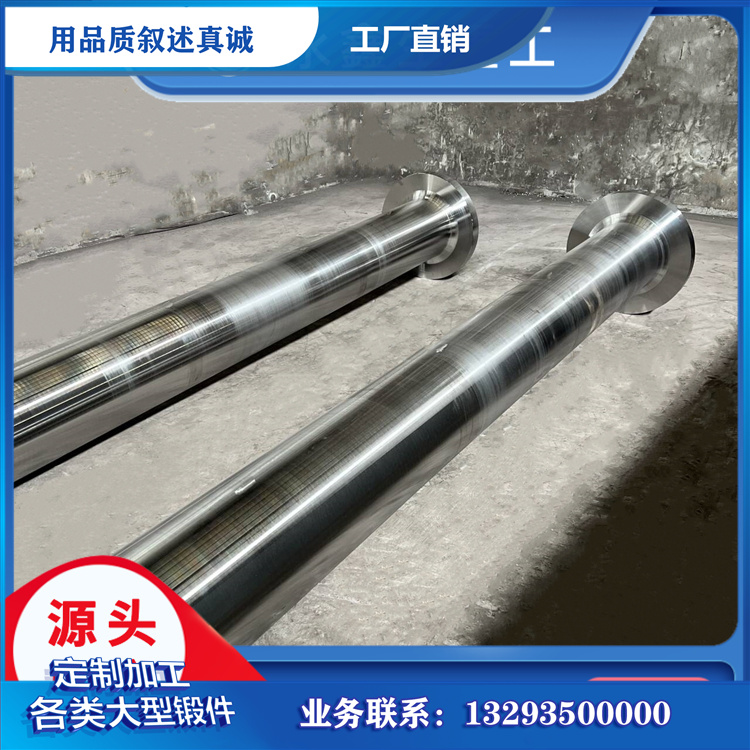
大型锻钢件一般是指钢锭重量≥150t,且单个锻件重≥90t的产品,其代表牌号一般为25Cr2Ni4MoV、30Cr2Ni4MoV、40Cr3MoV、45Cr4NiMoV、12Cr2Mo1、12Cr2Mo1V、20MnNiMo等牌号的锻件材料。大型锻钢件一般用来制造电力、造船、冶金、石油化学等工业设备的主要部件。因为要作为主要部件,所以大型锻钢件的使用性能和质量要求一般都极为严格,而对性能和质量起决定性作用的,就是锻钢件的锻造方法及工艺。
1.大型轴类锻件工艺流程为:压钳口→主变形→分料→出成品。主变形可选用宽平砧高温强压法、中心压实法、中心无拉应力锻造法、宽大砧压实锻造法,或其他适合的锻造方法,以确保锻件有充足的锻造比及保证整个截面得到充分锻透。若锻件截面尺寸较大,可通过增加镦粗拔长次数增加锻造比,或采用其他方法增加锻造比。
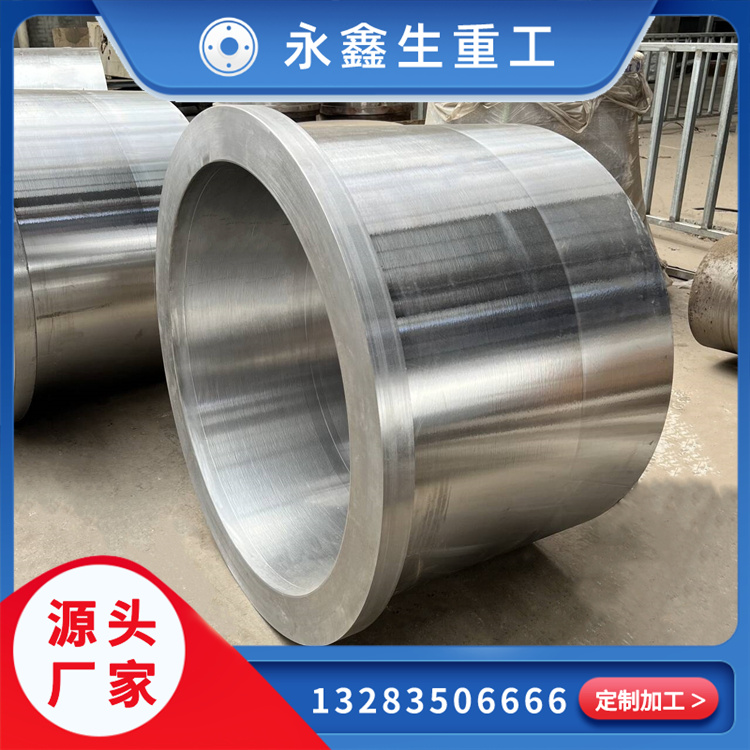
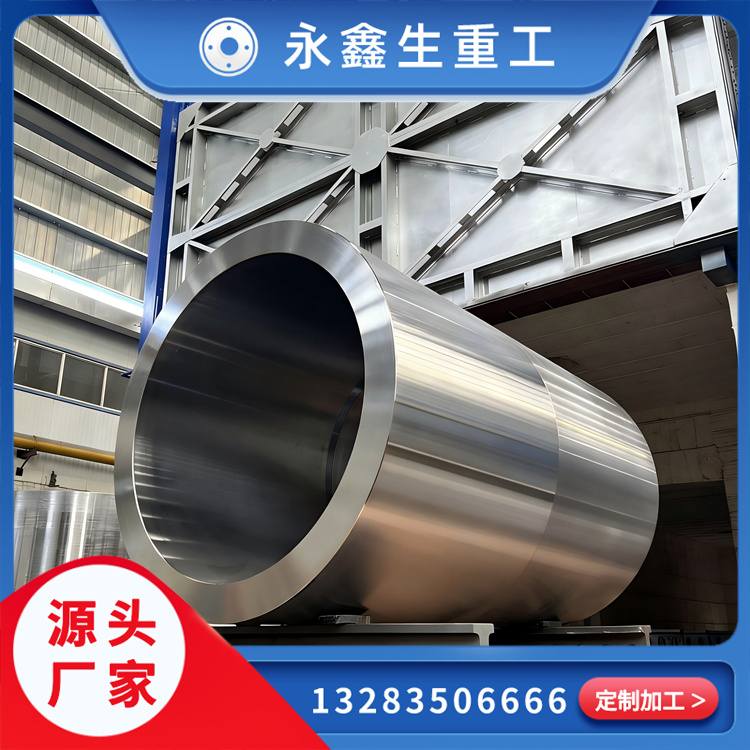
2.大型筒类锻件工艺流程一般为:下料→镦粗→冲孔→扩孔。对于较长的大型筒类锻件,冲孔后可增加芯轴拔长工序。为了确保锻件有充足的锻造比,在下料前可通过增加拔长或者镦粗拔长增加锻造比,或采用其他方法增加锻造比。
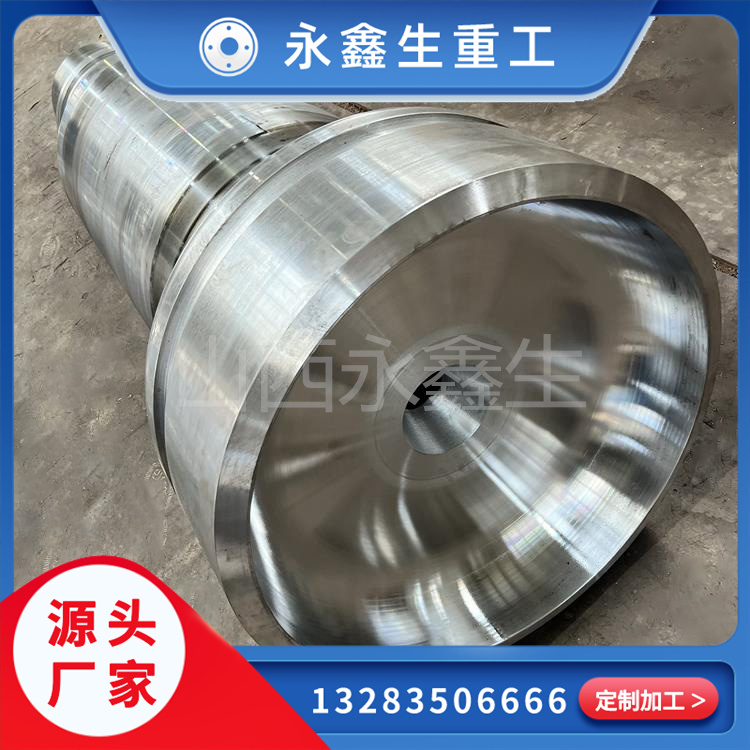
3.大型饼类锻件工艺流程一般为:压钳口→主变形→下料→镦粗、展压。饼类锻件主变形可参照大型轴类锻件工艺流程,饼类空心锻件镦粗、展压后应增加冲孔工序。饼类锻件展压时,可通过合理的展压方式,以确保饼类锻件的压实效果和变形均匀。

以上就是大型锻钢件的常见锻造方法及工艺流程介绍。大型锻钢件在制造中质量保证技术非常重要,但是大型锻钢件有典型的多品种,小批量生产,所以很多时候,企业对其锻造生产难以实现自动化加工,而大型锻钢件的锻造工艺又是一个系统的过程,这还要求我们掌握锻造设备及附具操作工艺,钢锭性能符合要求、锻造过程的风险控制等,这一切都要求我们根据实际的生产经营、企业内部质量要求、实际的科研成果,合理选择锻造变形方案和各火次变形量的分配。

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码