7*24小时服务热线:
7*24小时服务热线:


更新时间:2023-08-11 09:33:29
点击:2307
锻造的同时,相比原来的粗加工调质,毛坯调质省去了锻件粗加工生产流程,即缩短了筒节锻件毛坯跨车间转运、粗加工等生产周期,并且节省了1次粗加工找正定心的工序,使锻件一次定心即加工到精加尺寸,大大节约了冷加工人工劳动力的消耗及机械设备的占用量,加快了冷加工工序的生产进度;而且加氢筒节锻造与热处理在同一个车间厂房内进行,便于生产组织协调,有效提高生产率。

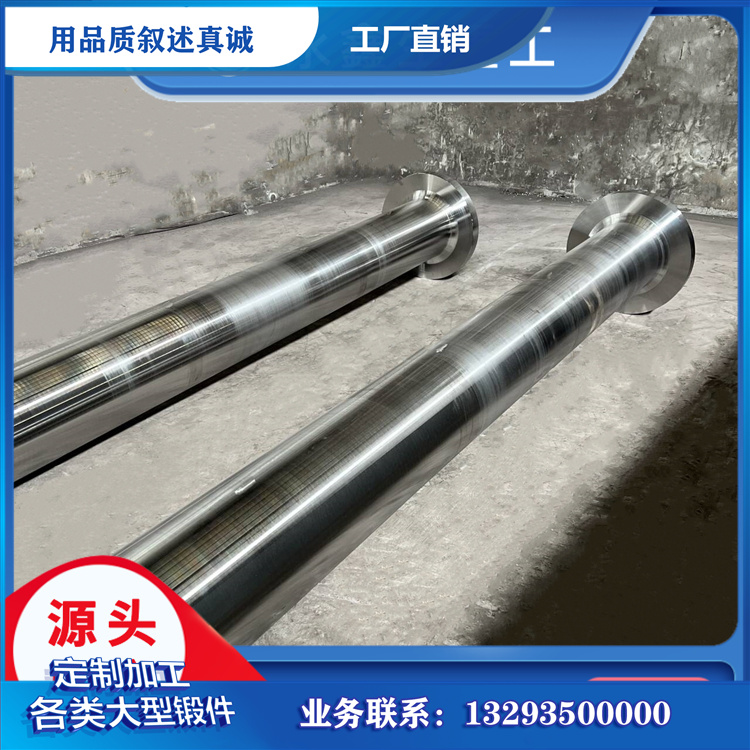
生产工艺流程:
炼钢-锻造-断后热处理-粗加工-超声波探伤-焊热缓冲块-性能热处理-性能检验-加工探伤后如毛坯库。
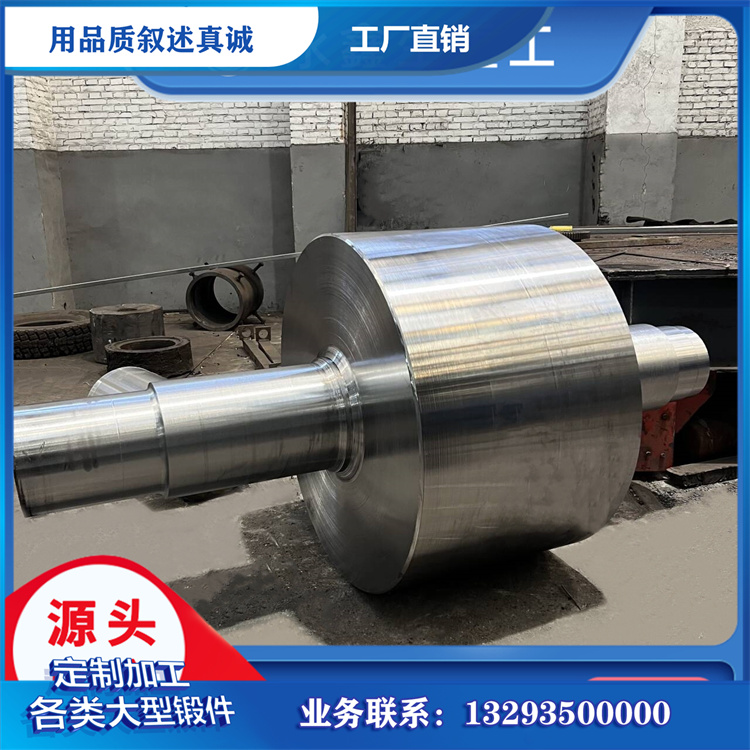
筒节毛坯调质工艺
改进前工序:锻件锻造过程完成后紧接着需要进行锻后热处理,由于冶炼技术的进步,钢中氢含量和杂质元素得到了有效控制,所以锻后热处理的目的主要是调整和细化晶粒,为性能热处理以及后序粗加工后的超声波探伤做组织准备。
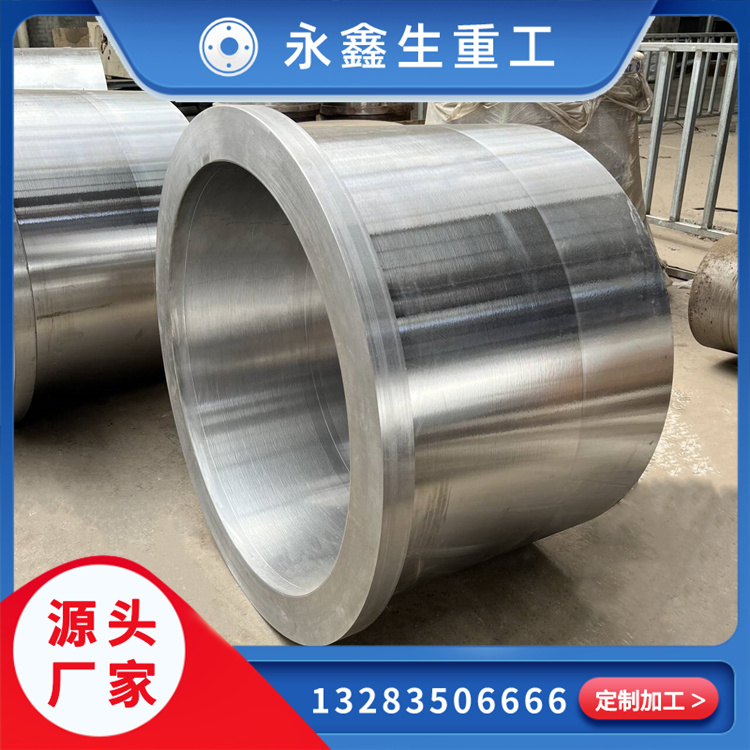
由于此锻件尺寸规格大,在锻造过程中极易产生晶粒粗大和混晶现象,而粗晶和混晶都会降低强度、塑性和冲击韧性,尤其对冲击韧性的降低非常明显,为了防止以上问题的出现,预备热处理采用了退火工艺。
因改进后工序取消了粗加工序,所以对预备热处理工艺进行调整。其曲线如图所示。
锻件预备热处理结束后,按照技术条件焊接热缓冲块,然后对锻件进行性能热处理。
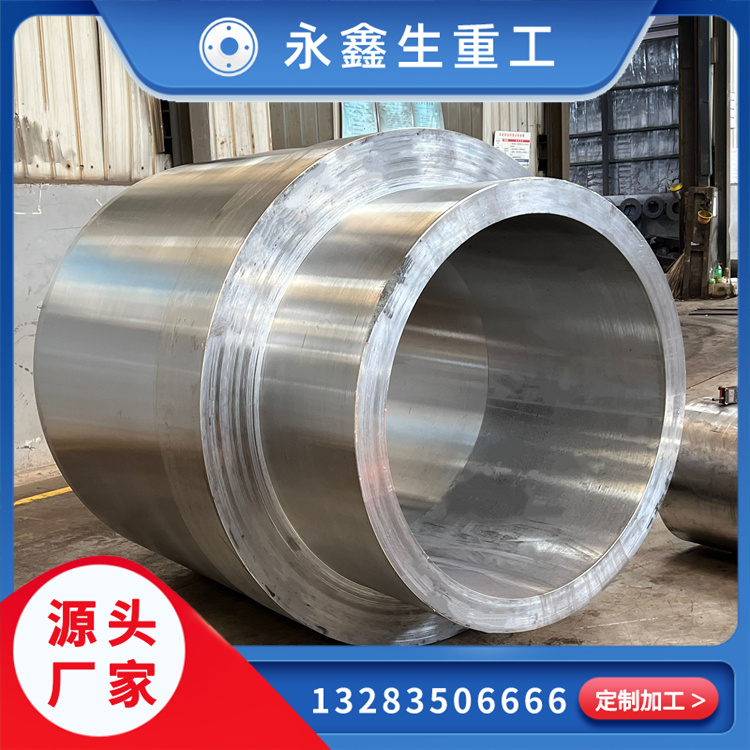
相比筒节锻件粗加工+调质工艺,锻件水冷时我们采取了上下窜动方法。这主要是因为筒节毛坯经高温锻造及锻后热处理后形成较厚的氧化皮,入水后由于高温作用在锻件表面形成一层水蒸气气泡,而粗糙氧化皮又阻碍了气泡的上升溢出,等同于在锻件毛坯表面存在一个保温层。
因此,在毛坯调质工艺冷却阶段时,我们采用了锻件入水后立即上下窜动锻件的措施使气泡快速溢出,从而达到锻件快速冷却的目的。同时对性能热处理工艺进行调整。
以上就是这篇文章主要给大家讲述的内容,希望对大家能够有所帮助。选择永鑫生,选择品质!

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码