7*24小时服务热线:
7*24小时服务热线:


更新时间:2023-04-03 10:41:14
点击:2286
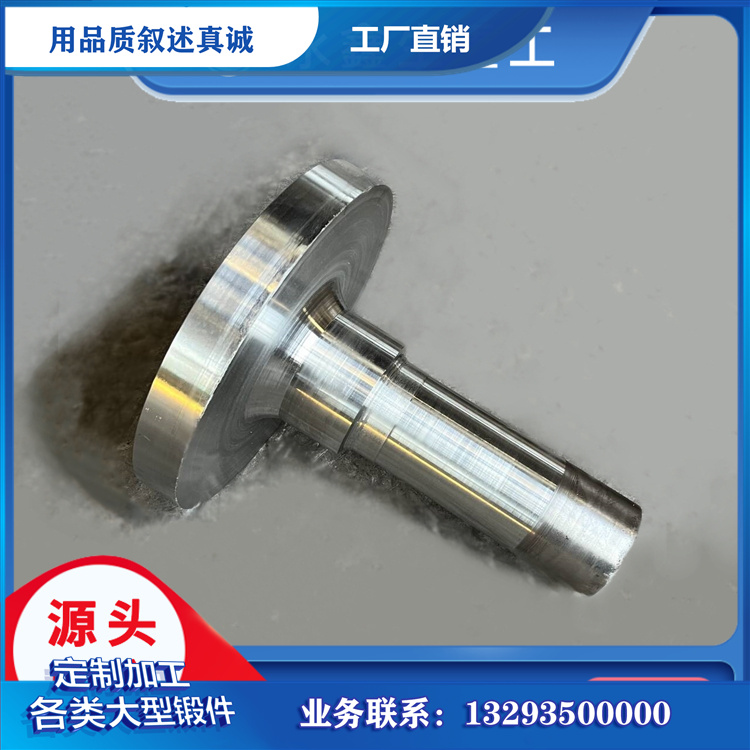
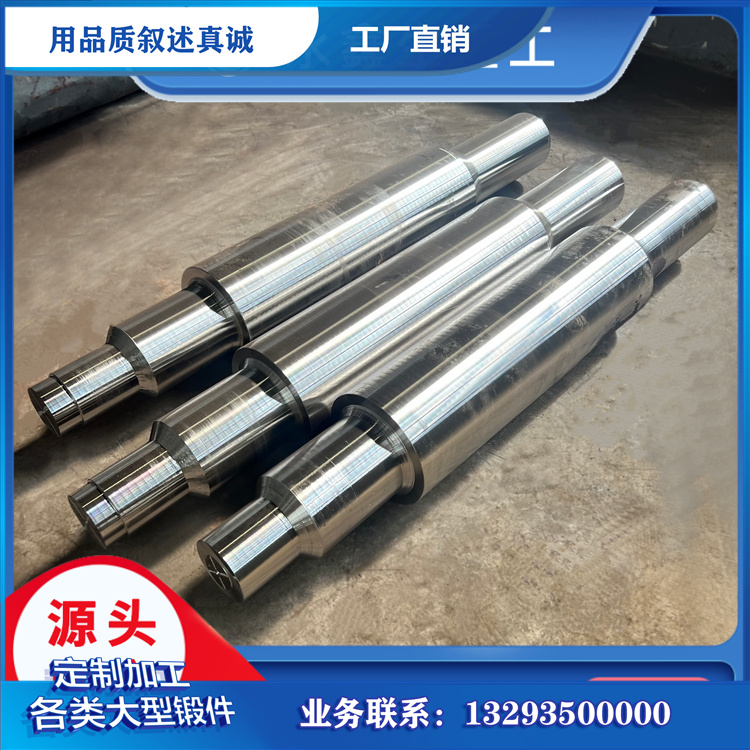
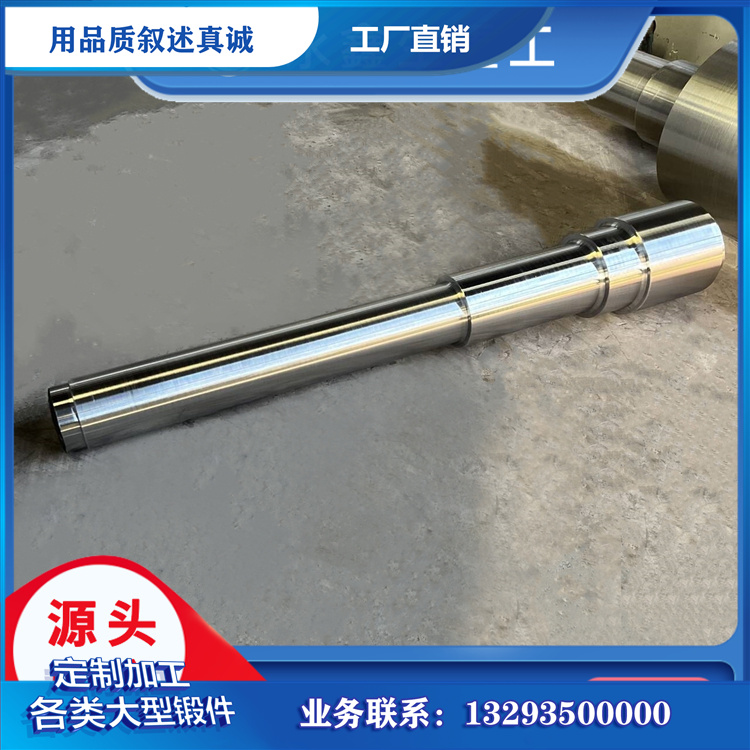
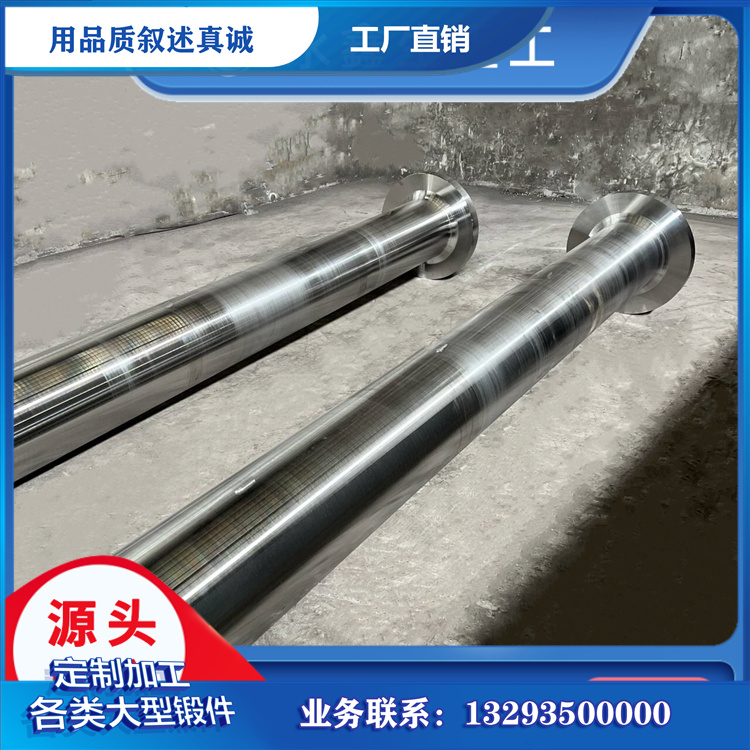
提升机主轴锻件,一般都是由钢锭直接锻造而成。锻件的质量越大,钢锭的吨位也越大。钢锭在d锻造过程中,中心区的非金属夹杂物、偏析、缩孔和密集性疏松等缺陷严重。为了获得满足要求的锻件质量,必须通过锻造的方法来消除钢锭内部的缺陷。但在实际生产过程中,提升机主轴锻件的超声波检测合格率往往较低。例如我公司在生产一批尺寸为800mm×9000mm的辊时,采用了传统锻造工艺理论的普通平砧拔长工序,结果有40%的辊都因辊身中心部位存在大量轴向密集缺陷或纵向裂纹而达不到超声波探伤要求。究其原因,除了铸造钢锭存在缺陷以外,锻造工艺也有需要改进之处。

提升机主轴锻件的WHF锻造法WHF锻造法就是采用比普通平砧宽的专用上下宽平砧,在高温下对坯料进行强力压下拔长的锻造方法。其可使大钢锭的心部产生大的应变而发生塑性变形,并锻合心部的缩孔和疏松等缺陷。WHF锻造法在操作时,砧宽和坯径之比值应选为0.67~0.77,坯料的每次进给量一般要达到砧宽的90%以上。在坯料直径小于1300mm时,进给量也不得小于砧宽的70%。否则,在变形量不大的情况下,和普通平砧变形一样,达不到WHF锻造法的效果。实施WHF锻造法时,坯料的加热温度要比通常锻造工艺高20~30℃,使其容易产生塑性变形。保温时间为一般锻件的1.3~1.5倍,视其坯料截面尺寸和高温扩散的要求而定。保温时间长,使坯料里外温差小,在强力压下时,外部不易产生裂纹,心部也能发生大的应变,使缺陷锻合或消除。上下砧宽B与坯料直径D的比应满足0.5≤B/D≤0.8。从锻造的成本考虑,上下宽平砧不宜制造过多。可按锻件主截面大小,配置两三种即可。宽平砧的圆角也要适当加大,防止大压下量后产生折伤。操作时每次压下量为压下前直径的15%~20%,取20%。若压下量小,则心部发生的应变也小,严格执行规定的压下量,还可起到钢锭中心与锻件中心基本相重合的作用。上述工艺理论及操作方法所产生的效果,已在我厂的大直径轴类锻件生产中得到了证实。该类锻件的超声波检测合格率由过去的60%提高到了95.3%,充分说明了WHF锻造法锻造大直径轴类锻件提高成品率的有效性。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码