7*24小时服务热线:
7*24小时服务热线:


更新时间:2021-12-02 15:26:31
点击:2752
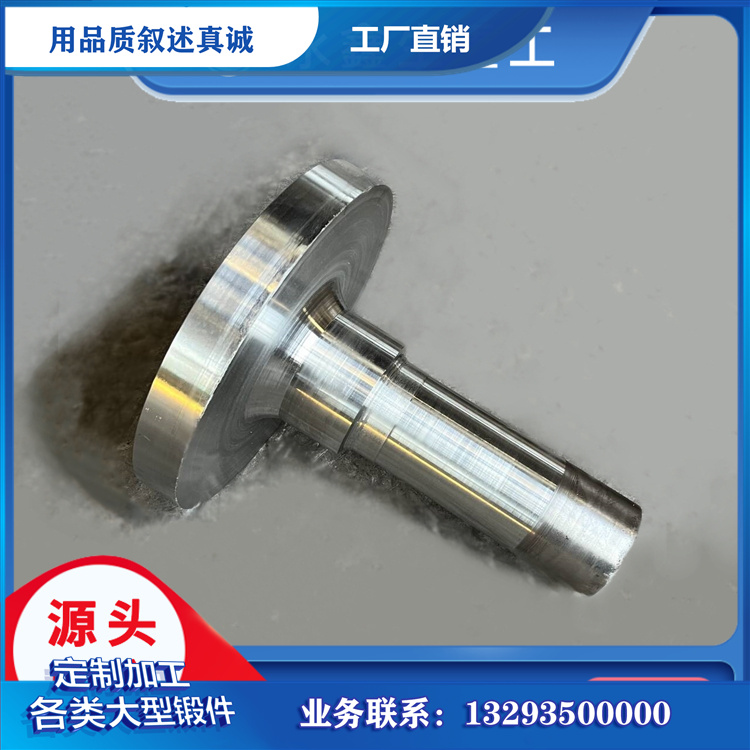
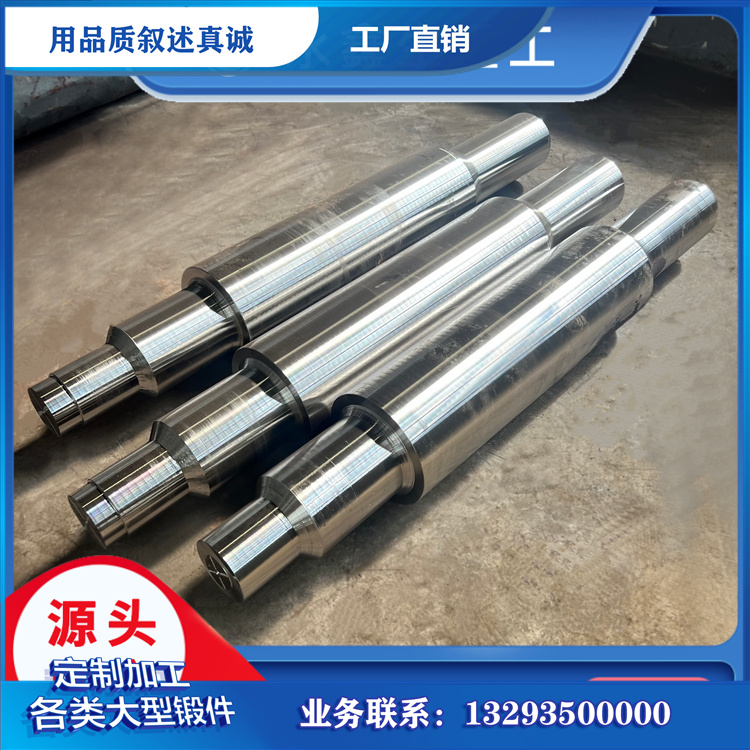
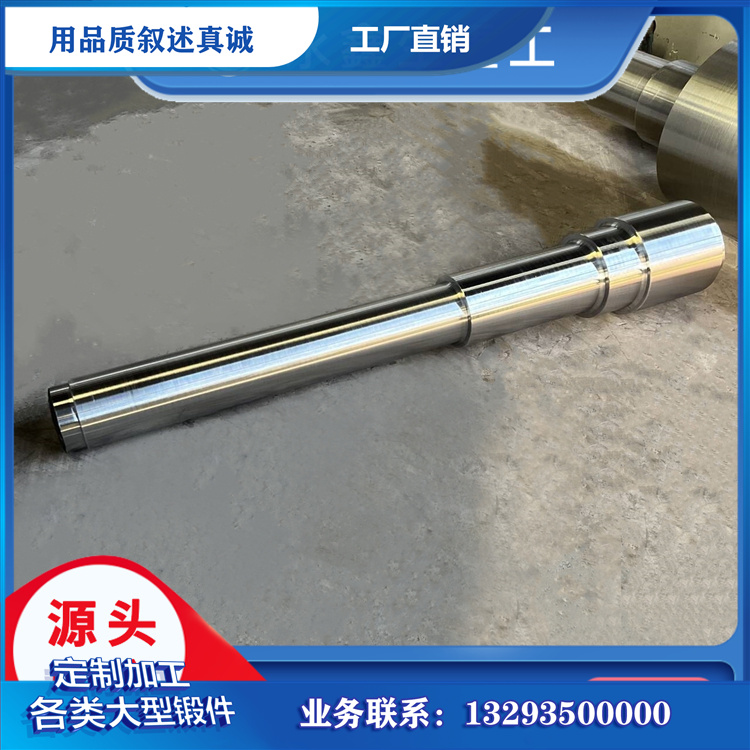
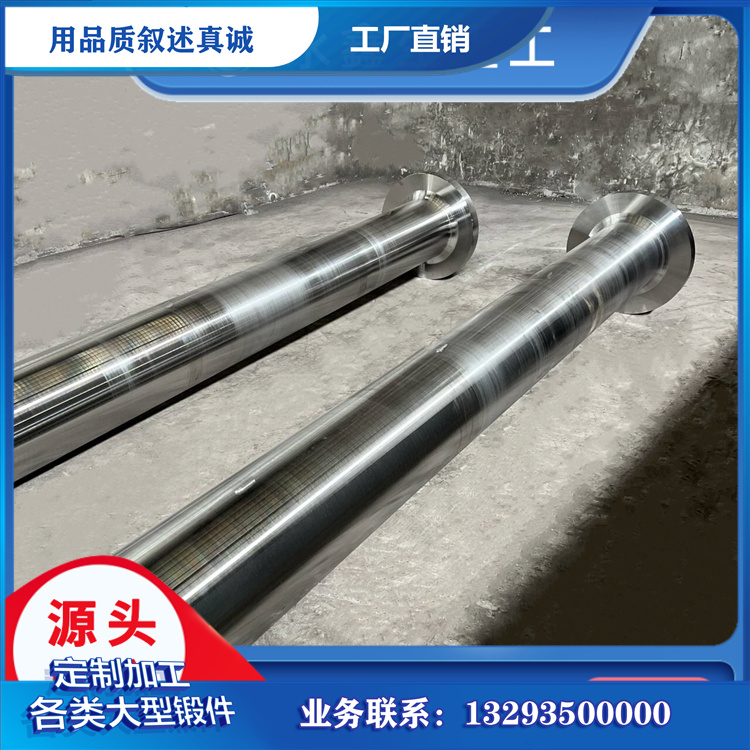
缸体锻件在传统的工艺中存在着一些锻造工艺中的问题,所以对于这些工艺问题就存在着改进的方法,所以,下面主要给大家分享一些缸体锻件在传统工艺中存在的问题及它的改进方法。缸体在水压机自由锻造生产中,,锻造缸体锻件时,习惯采用封头扎口工艺这种工艺在封口直径小于230mm时往往因扎口不合而使整个缸体报废为此采用台阶孔锻造法锻造缸体锻件,成功地解决了缸体锻件封头扎口的问题。缸体锻件传统锻造工艺存在的问题:在传统工艺中,工艺过程是第1火次拔长下料,第2火次镦粗冲孔,第3火次芯棒拔长,第4火次芯棒压台扎口拔长.锻造缸体最容易出现问题的工序就是第4火次芯棒扎口拔长工序.当采用+430mm 芯棒扎EI拔长时,由于折叠裂纹超过封头孔直径和扎不住封口的问题,而使缸体锻件报废。
缸体锻件工艺改进:
为了解决缸体封头扎口不合的问题编制了坯料镦粗后冲台阶孔工艺第1火次为拔长下料.工艺改进的关键是第2火次,将坯料高度镦粗到1250mm后,采用一直径为d~450mm的冲子并且使其小头在下边先冲一-个盲孔然后在一个350mm的冲子垫上继续冲盲孔,将坯料盲孔深度冲到900姗,并且把坯料底部厚度留350mm,最后,将坯料翻个,采用一个175him特制长冲子冲入坯料底部把450坯料中投出.第3火次,采用430mm芯棒拔长先从芯棒末端即坯料底部冲1 75m/n,孔端依次向芯棒肩部均匀压料底部冲1 75m/n,孔端依次向芯棒肩部均匀压下拔长。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码