7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-04-28 17:29:31
点击:209
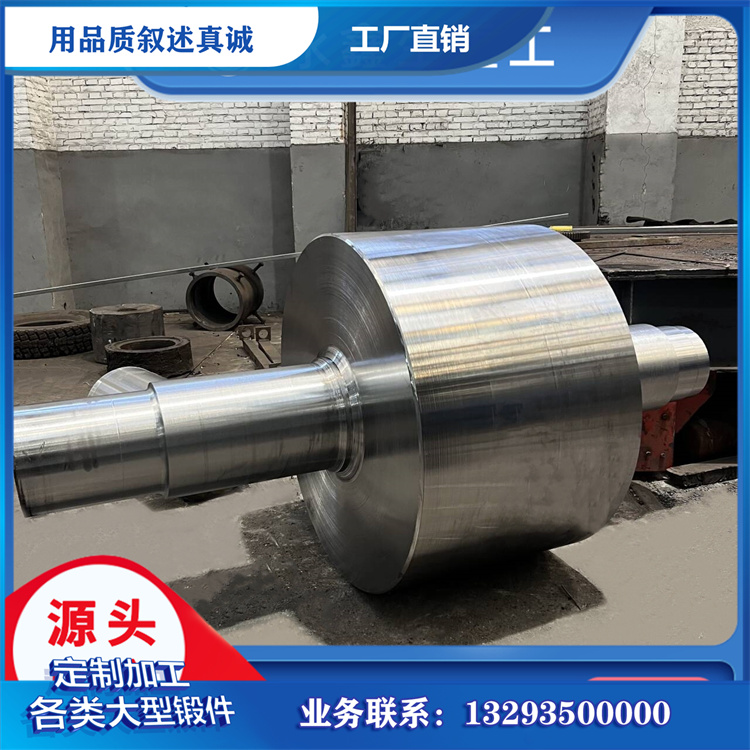
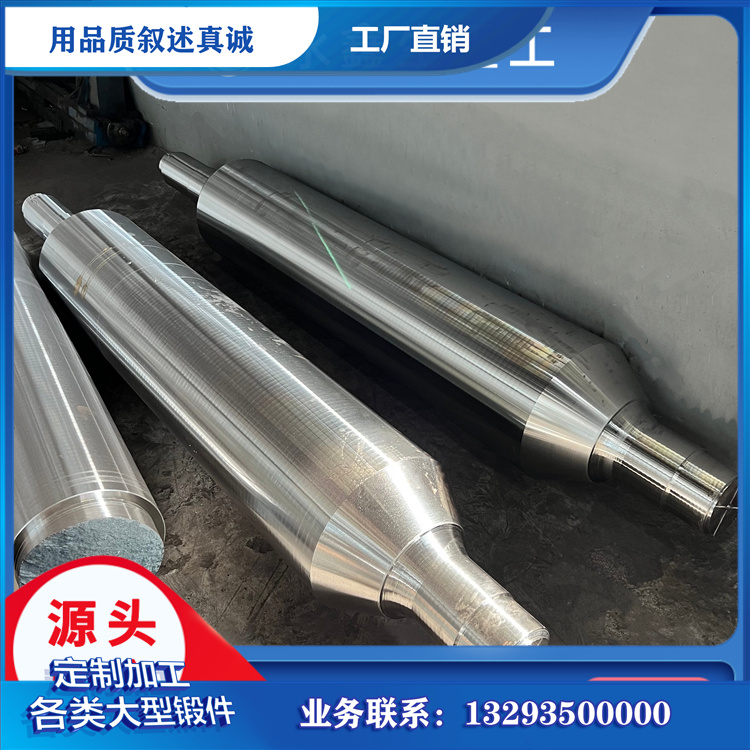
热处理是水轮机主轴锻件生产中不可或缺的核心工序,不改变锻件外形尺寸,仅通过加热、保温、冷却的工艺组合,调控锻件内部金相组织,平衡锻件强度、韧性、硬度等多项力学性能,解决锻造后钢材内部应力集中、组织不均等问题,让锻件性能适配水轮机复杂运行工况。主轴锻件长期承受交变载荷与冲击载荷,对综合力学性能要求严苛,热处理工艺的合理性,直接决定锻件能否达到使用标准。
水轮机主轴锻件常用热处理工艺为调质处理,也就是淬火与高温回火相结合的工艺模式。淬火工序中,将锻造后的主轴毛坯加热至指定奥氏体化温度,保温一段时间让内部组织充分均匀化,随后采用适配的冷却介质快速冷却,让钢材内部形成马氏体组织,提升锻件整体强度与硬度。但淬火后的锻件内部残余应力较大,韧性偏低,无法直接投入后续加工,需要通过高温回火工序消除内部应力,将马氏体组织转化为回火索氏体组织,在保障锻件强度的同时,大幅提升锻件韧性与抗疲劳性能,实现各项性能的均衡匹配。
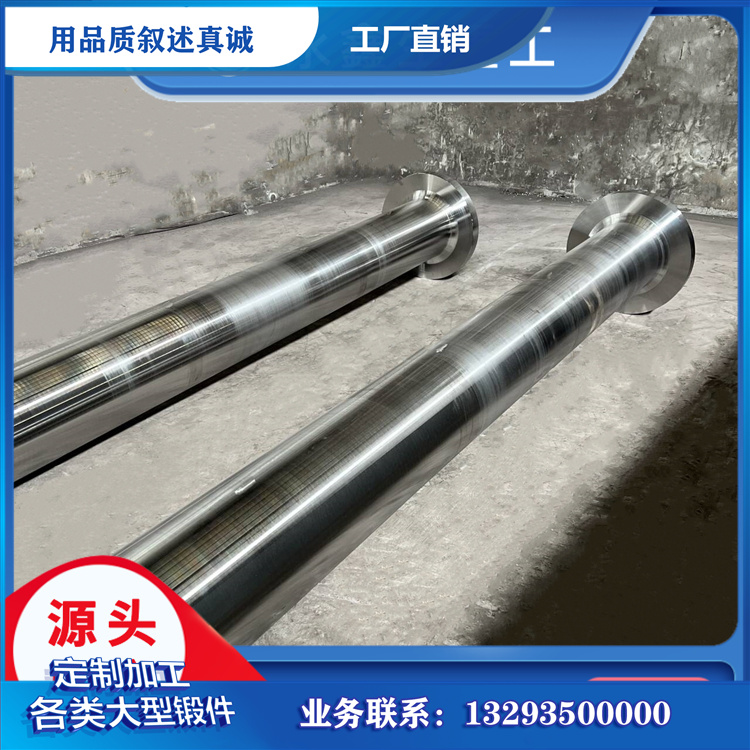
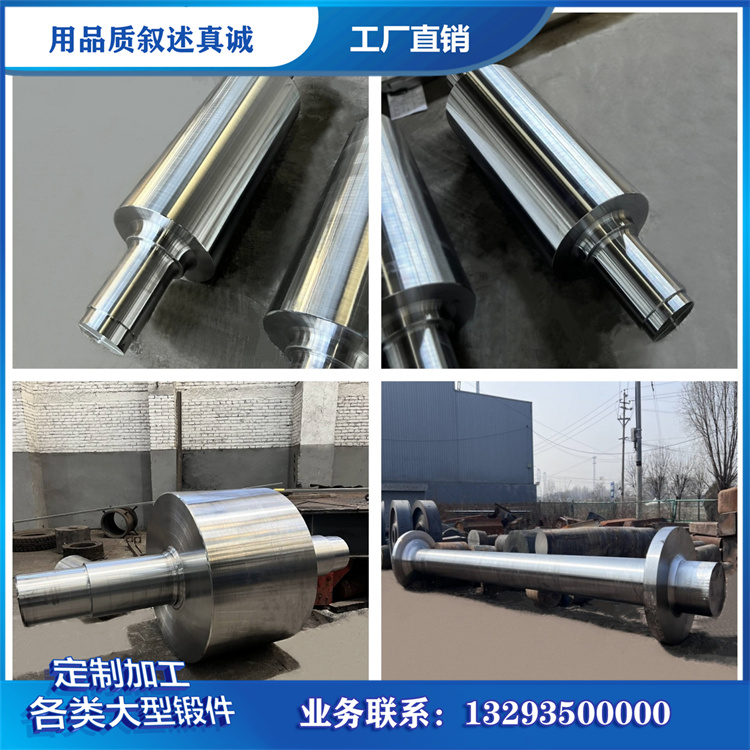
大型水轮机主轴锻件截面尺寸较大,热处理过程中容易出现内外冷却速度不均、组织性能不一致的问题,因此需要优化冷却方式、保温时长与温度参数,保证锻件各部位组织同步转化,性能分布均匀。部分特殊工况使用的主轴锻件,还会增加表面热处理工序,提升锻件表面耐磨性,延长主轴使用寿命。整个热处理过程需要全程监测工艺参数,根据锻件材质、重量、尺寸灵活调整流程,避免出现组织粗大、性能不达标等问题。
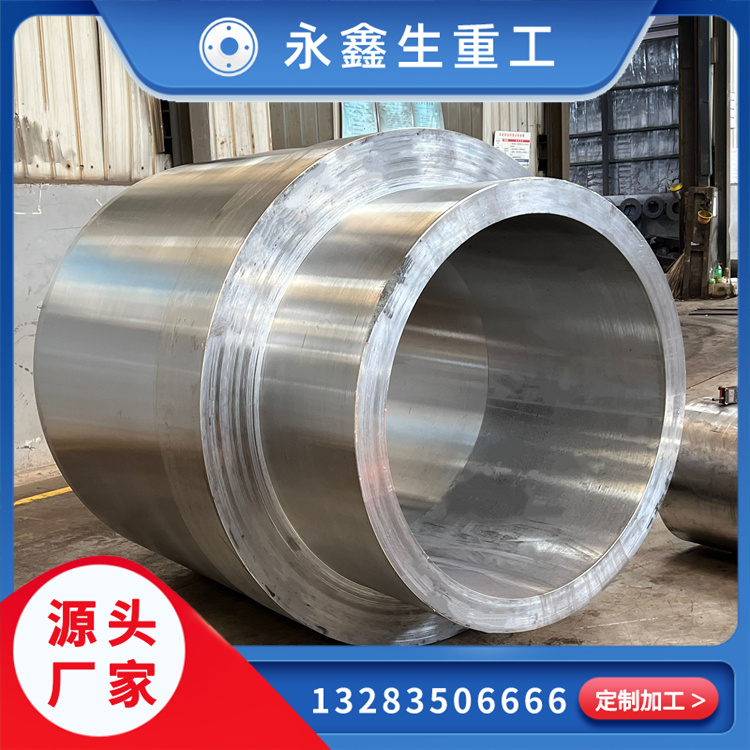
山西永鑫生重工拥有专业热处理生产线与配套设备,能够根据水轮机主轴锻件的材质特性、性能需求,制定完善的热处理工艺方案。企业在热处理过程中,细化各环节参数把控,通过成熟的工艺实施与全程管控,有效消除锻件内部残余应力,优化内部金相组织,让锻件力学性能、结构稳定性全面贴合行业标准与使用需求,依托热处理工艺的精细化管控,提升主轴锻件的整体品质。

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码