7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-04-07 14:47:10
点击:273
双相不锈钢锻件的成型与性能保障,依赖于一套精准、严谨的全流程工艺体系,核心环节涵盖原料甄选、锻造成型、热处理、精密加工与无损检测,每一步均需严格遵循技术规范,才能确保产品性能达标、质量稳定。其中,工艺参数的精准控制与质量检测的全面覆盖,是决定锻件品质的核心要素。
原料甄选是双相不锈钢锻件质量的基础前提。所有原材料均需来自合规供应商,提供完整的熔炼分析报告,化学成分需严格符合 ASTM A276、GB/T 31303 等标准要求。以常用的 2205、2507 等牌号为例,需精准控制铬、钼、镍、氮等关键元素含量,避免因成分偏差导致双相组织失衡或耐蚀性下降。锻件生产企业需对每批次原料进行复验,通过光谱分析等手段验证成分达标,同时检查原料表面质量与内部致密度,杜绝存在缩孔、夹渣等原始缺陷的钢锭投入生产。
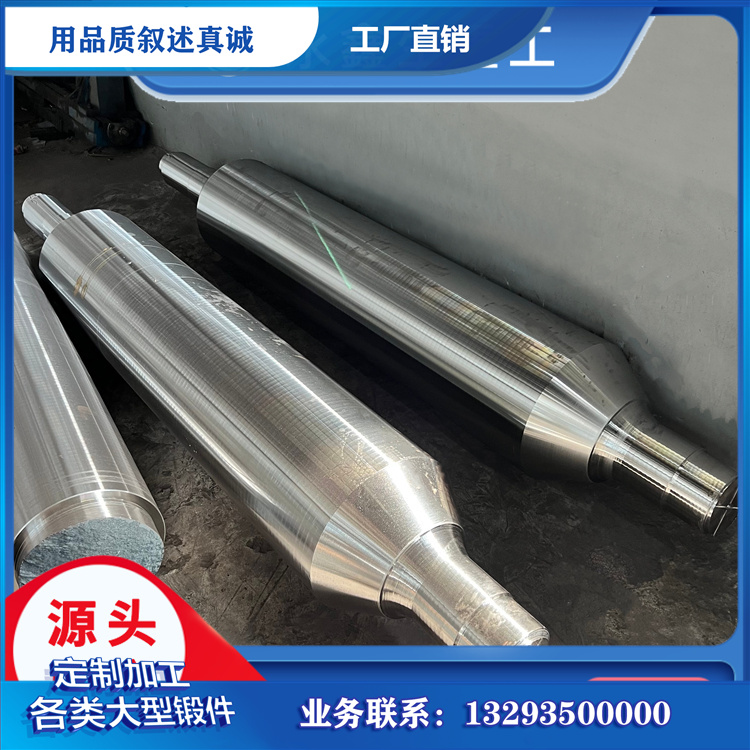
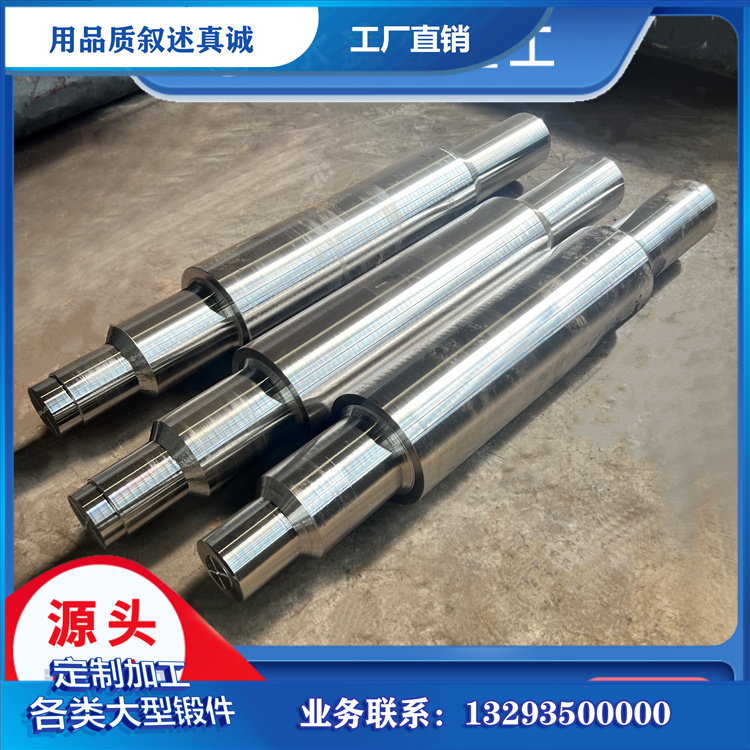
锻造成型是决定锻件内部组织与性能的核心工序。双相不锈钢的热加工特性要求严格控制锻造温度区间,始锻温度通常设定在 1100-1180℃,终锻温度不低于 950℃,避免因温度过低导致铁素体脆化或产生加工裂纹。在锻造过程中,需合理控制变形速率与锻比,通过镦粗、拔长等工序破碎铸态组织,细化晶粒,同时避免两相组织分布不均。对于大型复杂锻件,需采用多道次锻造工艺,逐步调整工件形态,确保尺寸精度与内部致密度。山西永鑫生重工配备的大吨位锻压设备,能够为大规格双相不锈钢锻件提供充足的锻造压力,有效破碎钢锭核心缺陷,提升锻件内部致密度与力学性能。

热处理工艺是保障双相不锈钢锻件组织稳定与性能达标的关键。核心采用固溶处理工艺,通常在 1020-1100℃温度区间保温,随后快速水冷或空冷,以稳定双相组织比例,避免有害金属间相析出。对于复杂结构锻件,需根据尺寸规格调整保温时间,通常按 1 小时 / 25mm 厚度计算,确保热量均匀传递至工件内部。部分锻件需额外进行去应力退火,温度控制在 300-600℃,消除锻造过程中产生的残余应力,提升工件尺寸稳定性与抗疲劳性能。
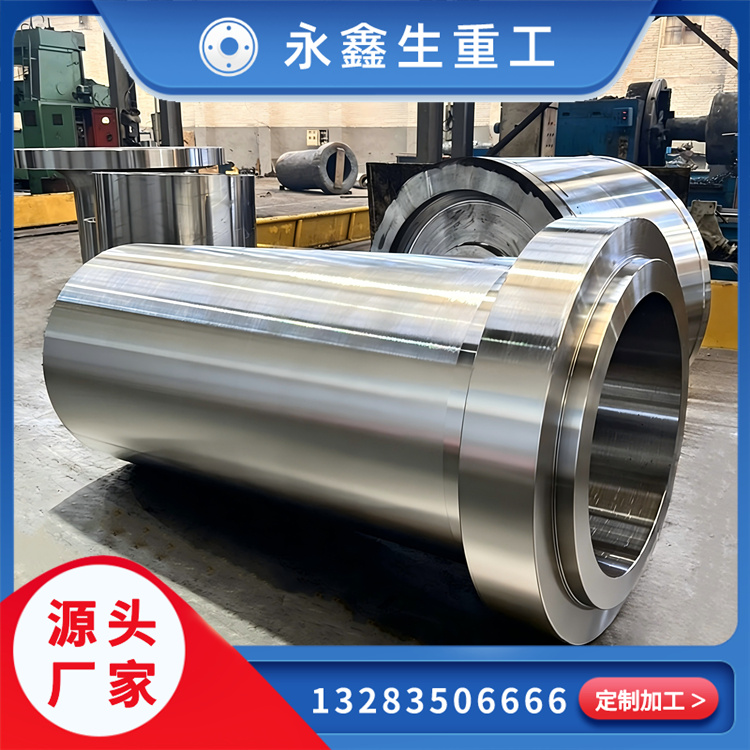
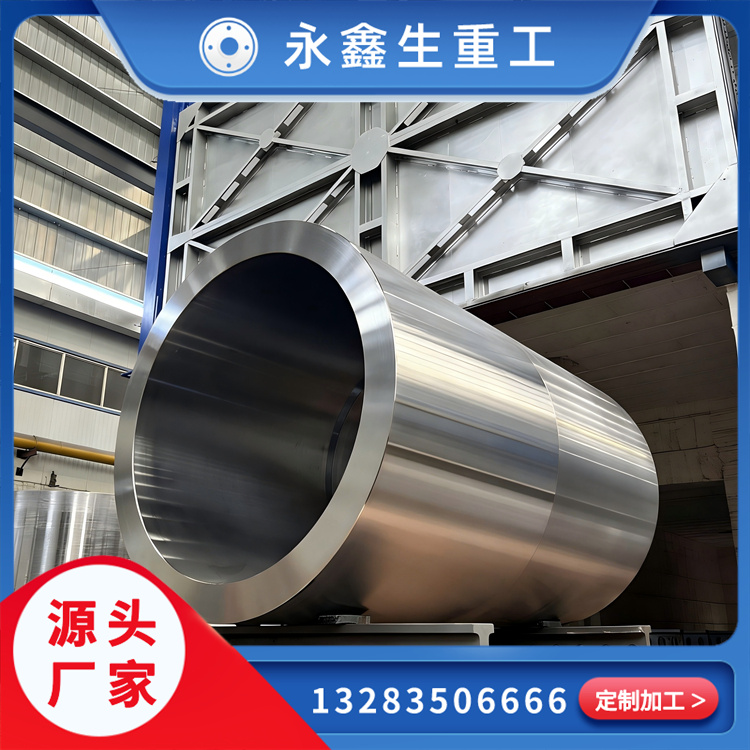
精密加工与无损检测构成双相不锈钢锻件的质量防线。精密加工环节需采用硬质合金刀具,控制切削速度≤25m/min,同时做好冷却润滑,避免工件表面产生热损伤或变形。尺寸精度需严格符合客户图纸要求,表面粗糙度、形位公差等指标均需达标。无损检测方面,需按标准开展超声波检测(UT)、渗透检测(PT)等项目,UT 用于排查内部裂纹、疏松等缺陷,PT 用于检测表面开口缺陷,检测标准参照 ASTM A388、ASTM E165 等执行。山西永鑫生重工配备全套专业检测设备,由持证检验人员逐件检测,确保每一件锻件均无内部及表面缺陷。

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码