7*24小时服务热线:
7*24小时服务热线:


更新时间:2026-04-07 14:10:40
点击:322
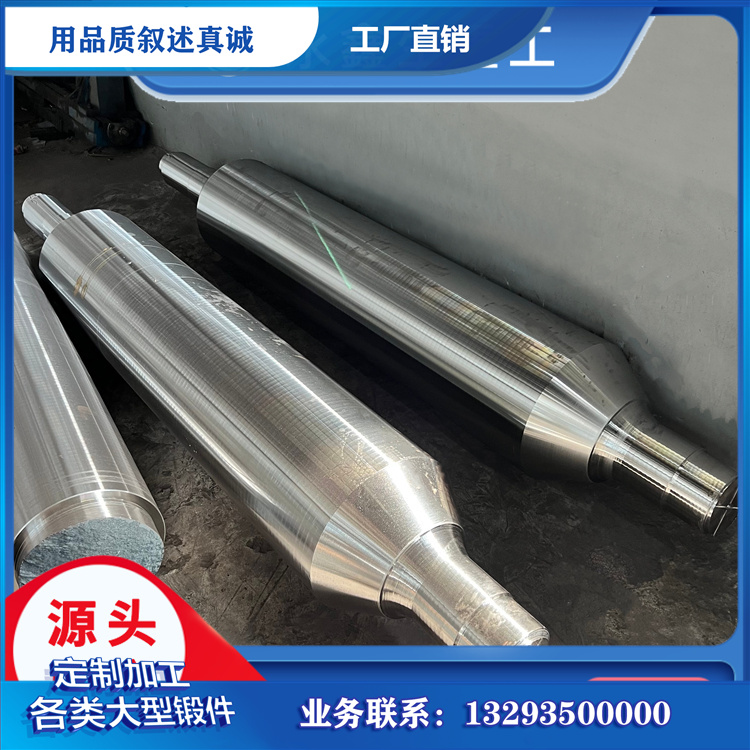
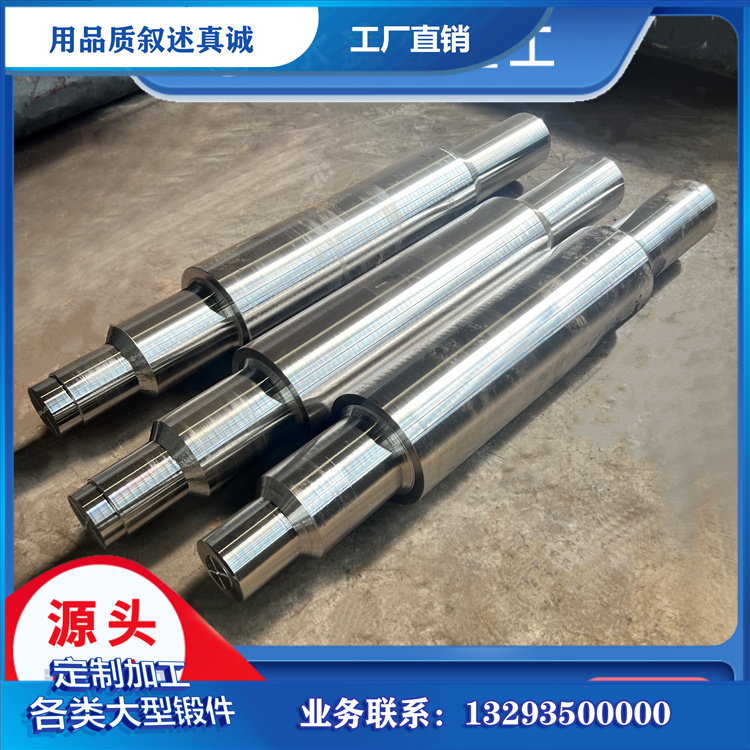
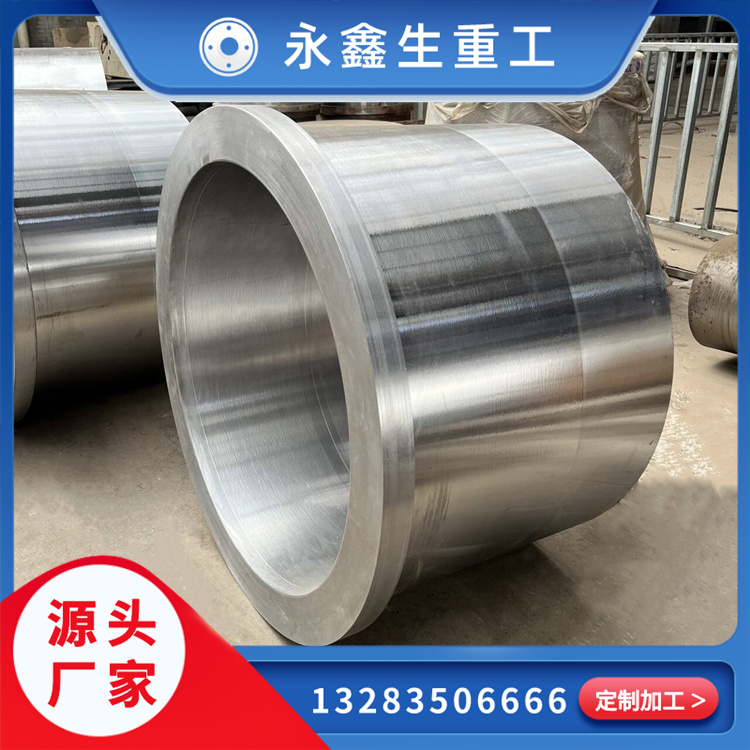
储气罐筒体锻件的制造是复杂的塑性成形过程,以自由锻工艺为核心,通过镦粗、冲孔、芯棒拔长、扩孔等多道工序,将钢锭转化为符合设计要求的厚壁圆筒形锻件。山西永鑫生重工经多年技术沉淀,形成标准化、精细化的筒体锻造工艺体系,保障锻件尺寸精度与内部质量。
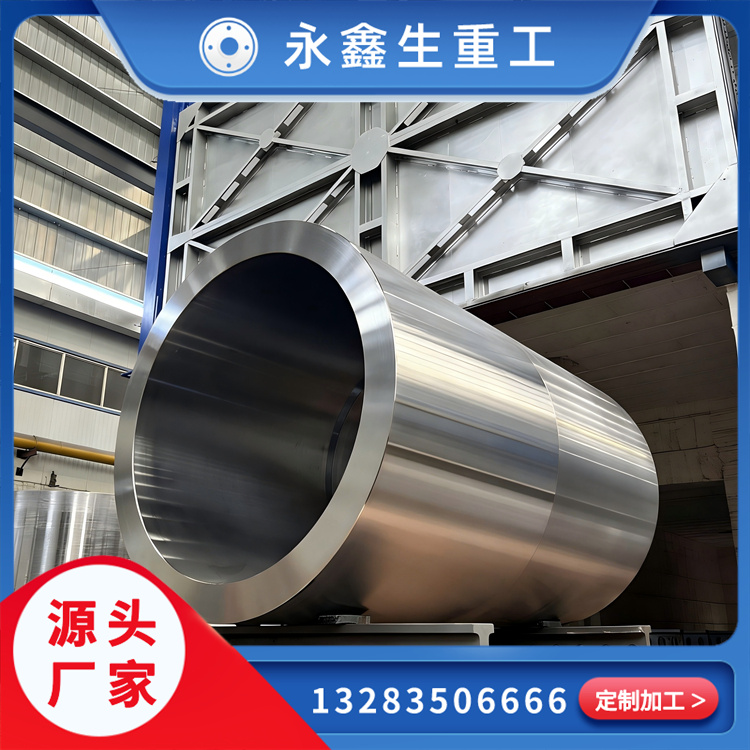
原材料准备与加热是工艺基础。储气罐筒体锻件选用优质压力容器专用钢锭,经电渣重熔或真空精炼,控制硫、磷等有害元素含量,保障材料纯净度。钢锭入炉后采用分段加热工艺:低温段(≤650℃)以 50℃/h 速率缓慢升温,防止热应力裂纹;高温段升至 1180℃-1250℃,保温时间按每 100mm 壁厚 1.5h 计算,确保内外均匀透烧。山西永鑫生重工配备大型室式加热炉,可实现长度 15m、直径 3m 超大型筒体锻件的整体加热,温度波动控制在 ±10℃以内。
镦粗工序用于改善铸态组织。将加热后的钢锭置于锻压机工作台,进行平板镦粗,将钢锭高度压缩至原有的 1/3-1/2,总变形量达 60%-70%。镦粗可有效消除钢锭心部疏松、孔隙等缺陷,破碎粗大晶粒,增加锻造比,为后续成形奠定组织基础。镦粗过程控制单道次变形量≤30%,避免表面开裂。
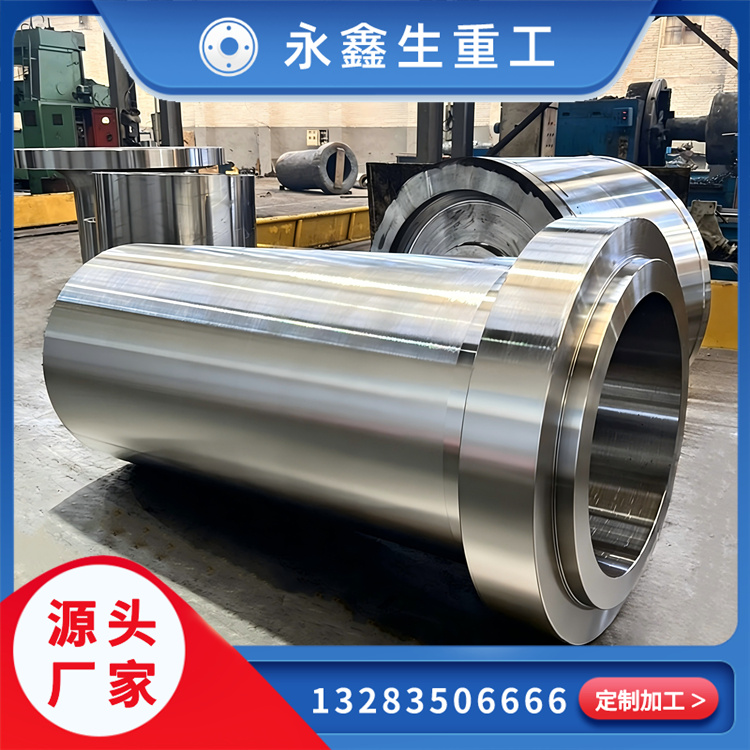
冲孔工序是空心结构成形的关键。采用双面冲孔工艺,从钢锭两端对称施压,形成中心通孔。冲孔温度不低于 950℃,确保材料塑性良好,防止孔壁撕裂、偏斜。冲孔完成后,钢锭形成厚壁筒形毛坯,孔径需满足后续芯棒拔长要求,通常不小于 300mm。
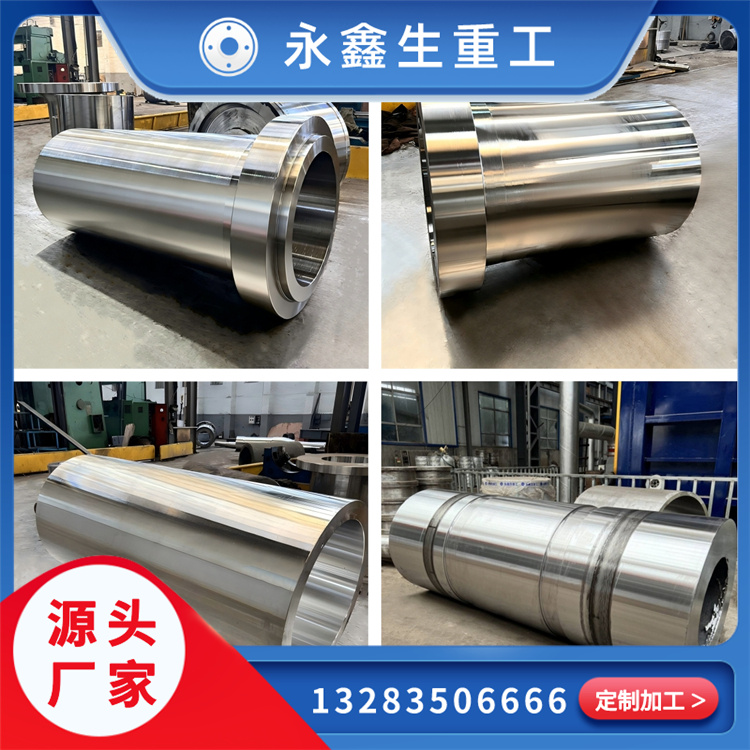
芯棒拔长是控制筒体尺寸的核心工序。将专用耐热芯棒插入筒形毛坯,通过大型液压机与数控操作机协同作业,对毛坯进行旋转、均匀锻打。控制每火次变形量 20%-30%,终锻温度不低于 800℃,确保金属纤维连续分布。拔长过程中通过激光测径仪实时监测外径,动态调整压下量,保障壁厚均匀,将壁厚差控制在 ±3mm 以内。
扩孔与精整用于优化尺寸精度。采用马架扩孔工艺,调整内径尺寸与圆度,消除椭圆度,保障内外壁同轴度。锻造完成后,筒体锻件需进行缓慢冷却,避免快速冷却产生残余应力与裂纹。整个过程严格控制总锻造比≥6,其中拔长比≥4,确保锻件组织性能达标。山西永鑫生重工通过数字化控制系统,实现锻造全过程精准管控,保障筒体锻件质量稳定。

联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码