7*24小时服务热线:
7*24小时服务热线:


更新时间:2021-09-10 17:07:57
点击:3729
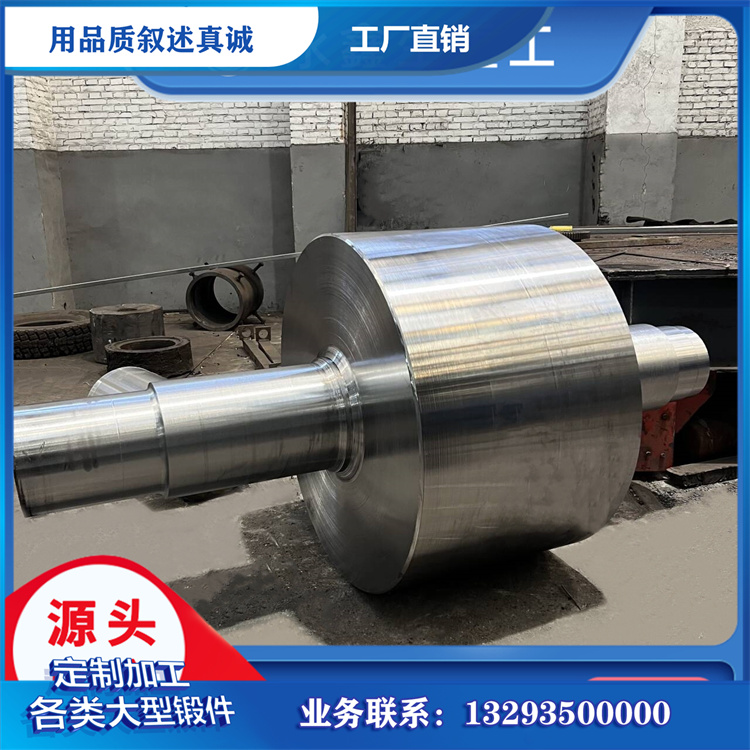
制造业是使用各种合金工具钢最多最广的领域,Crl2MoV钢是我国最常用的冷作模具钢之一。由于具有高硬度(油淬HR C>61)、高耐磨特性,因此,广泛用于作一些高负荷、高精度、高寿命的冷变形模具。但因其变形抗力大,塑性变形能力差,锻造温度范围小,往往难以锻造。近年来,随着装备制造业的发展,大型轧钢机和校直机的轧辊锻件、大型模具的模块等大型锻件的需求愈来愈多,它们大都采用大型Crl2MoV钢锭来锻造。这一类高碳高铬钢大型锻件的锻造工艺十分复杂,保证锻件质量难度较大,容易造成巨大的经济损失。
Crl2MoV钢的含碳量比较高,从而保证其高硬度和耐磨性。合金元素铬使钢的淬透性增加,回火稳定性提高,并产生二次硬化现象。钼能增加钢的淬透性,并细化晶粒。钒既能细化晶粒、提高韧性,又能形成高硬度的VC碳化物,进一步提高钢的耐磨性。
1.Cr12Mov钢锻造工艺分析
(1)Cr12MoV钢金相组织特点:该钢种由于含碳和含铬都很高,合金元素多,晶体结构复杂,是莱氏体组织,脆性很大,很难塑性变形。
(2)锻造特点:需严格控制锻造温度范围,始锻温度为1100℃~1150℃,终锻温度为900℃~950℃。根据工件大小合理选择保温时间,既要保证热透,又要防止晶粒长大,防止过热过烧。
(3)锻前准备:加热前清除钢锭表层的气化皮和表面裂纹。采用切削加工后,进行磁力探伤,钢锭里外不能残留裂纹。
2.锻造要点
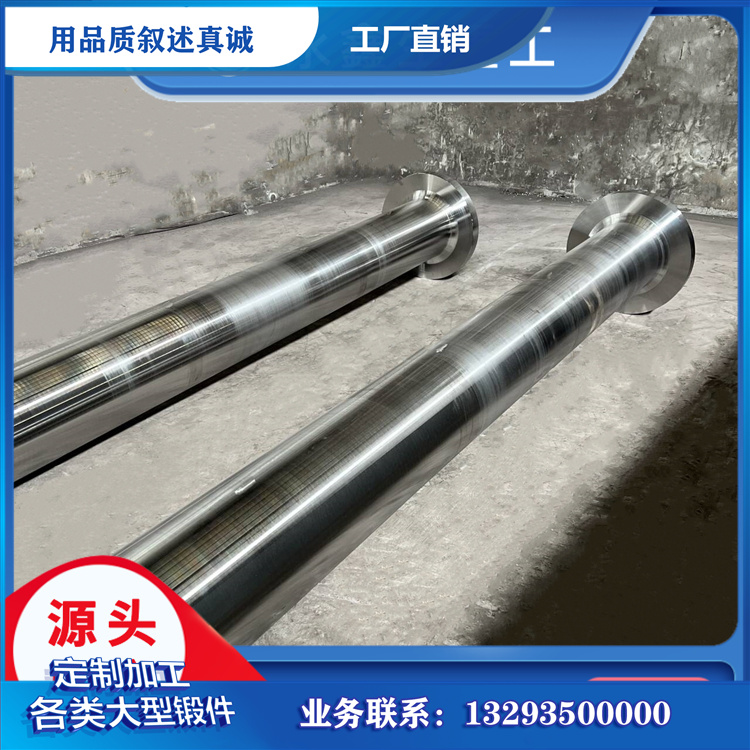
(1)首先锻透铸锭冒口作为夹钳口,其尺寸应使以后锻打滚动锻件方便。
(2)—般都需要多次锻打,对于轴辊类锻件,采用开式滚压,站座应带有半径为15mm~60mm的圆弧。
(3)大型锻件宜采用液压机锻造,压头工作行程,首次不要超过15mm,以后各次不超过30mm〜50mm。
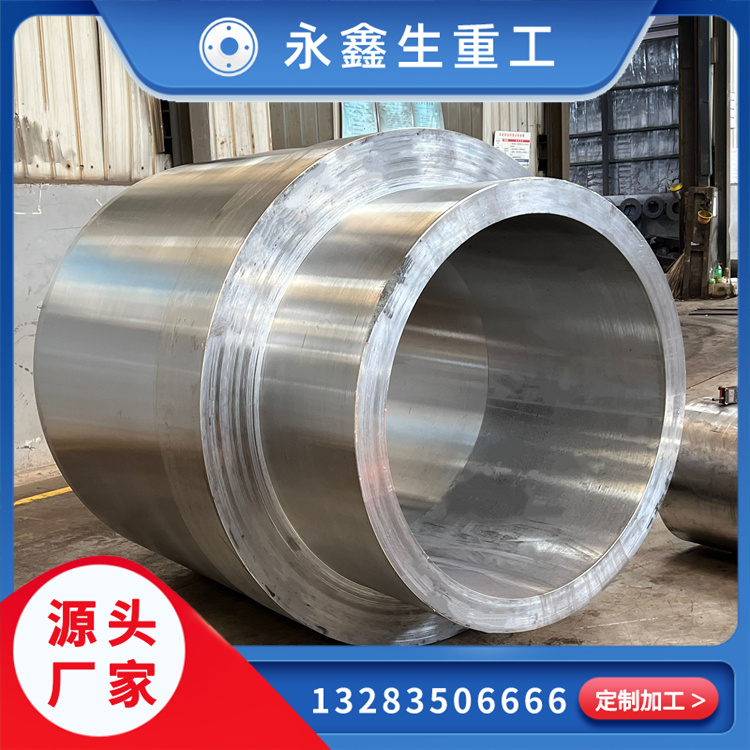
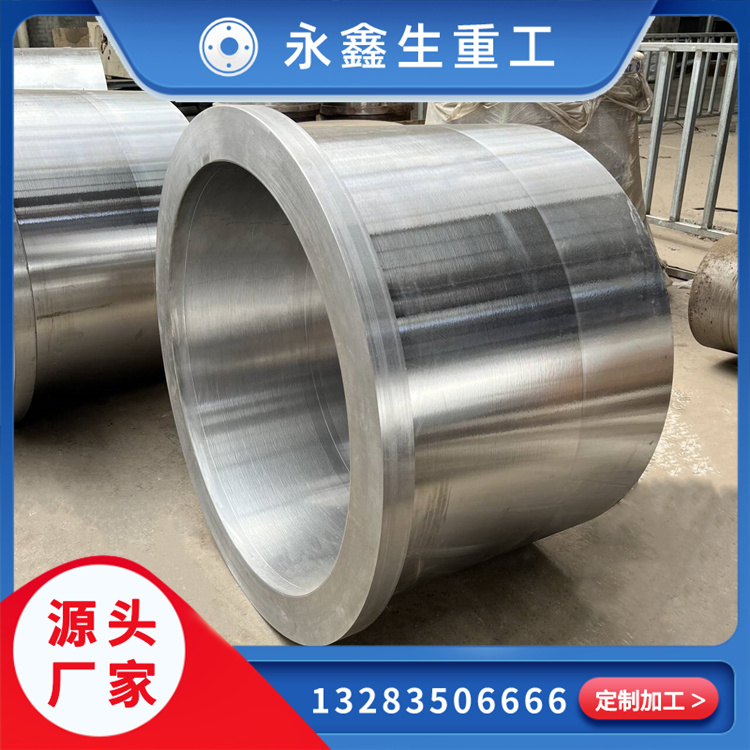
(4)大型锻件一般都需要多次滚压,每次锻比分别控制在1.2-1.29;1.25-1.4;1.32-1.42,即逐次增加,以此来选择钢锭直径。
(5)塑性指标随着含碳量的增加而降低。
(6)选择锻造温度加热温度应在1180℃〜1200℃,始锻温度1140℃〜1120℃,终锻温度不能低于900℃,人炉温度为20°〜40°。
Cr12Mov钢大型锻件锻打十分困难,切不可粗心大意,一旦产生缺陷,很难清除,会造成大的经济损失。只要严格遵守本文所述的锻造要点,锻件成品率可达80%以上。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码