7*24小时服务热线:
7*24小时服务热线:


更新时间:2021-08-02 15:07:43
点击:3846
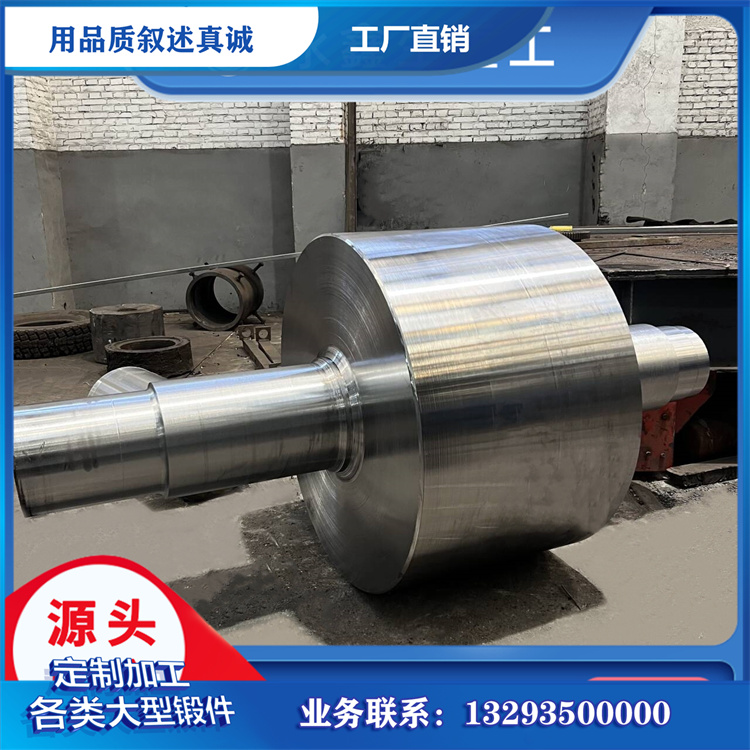
我公司为降低高颈薄壁法兰锻件的生产成本,提出了一种管坯镦锻法兰件的新工艺。法兰连接具有可靠的强度、良好的密封以及方便的安装、拆卸、维修等优点,被广泛应用于化工、石油等管道零部件之间的连接锻造工艺能有效改善原材料的组织,且流线分布合理,锻件性能好,故法兰件通常通过锻造制坯、机械切削加工和热处理的传统加工工艺来制造,即可获得质量合格的产品。本文针对一种F92材质的用于输送低压气体的化工管道用法兰零件,经对产品结构、质量要求、生产批量和锻造成形特点等因素进行综合分析,提出以管材为坯料、镦锻成形法兰锻件的新工艺,以获得较好的经济效益和社会效益,增强企业的市场竞争力。
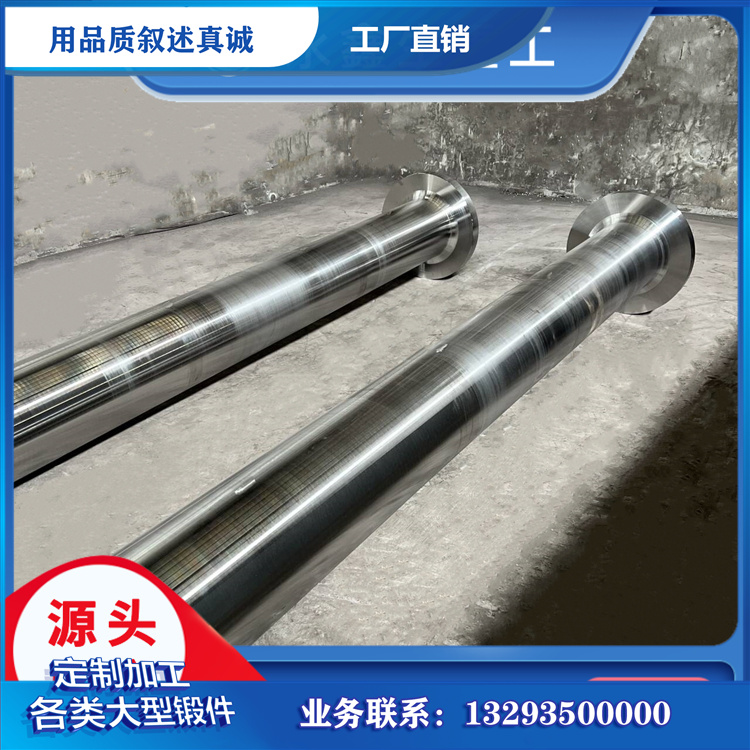
法兰锻件属于薄壁高颈类法兰,即筒部壁厚薄、高度高的特征明显。其锻件成形可采用多种工艺实现:①采用自由锻成形,通过下料、垫环镦粗、冲孔、扩孔、整圆等工序完成,这种方法存在冲孔废料大、锻件尺寸公差大、工序多、生产效率低的缺点;②采用胎模锻成形法兰锻件,采用这种方法生产效率有所提高,但同样存在冲孔废料大、锻件尺寸精度低的缺点;③采用模锻成形,这种方法虽然避免了上述缺点,但需大吨位模锻设备,并增加冲连皮工序,锻件成本增高。可见,采用实心棒材作坯料,均存在工序多、生产效率低、材料利用率低、成本高的问题。经查阅文献和工艺计算分析,本文提出了一种对管坯进行镦锻成形法兰的新的工艺,即使管坯在模具内一端发生镦粗小变形,成形法兰的筒部,另一端发生镦粗大变形,成形法兰的法兰盘,从而得到此类法兰锻件。该方法工艺简单,无连皮,不需大吨位锻造设备,适合中小型企业采用,尽管管材和模具成本较高,但由于锻件批量大,生产效率高,故生产利润还是可观的。
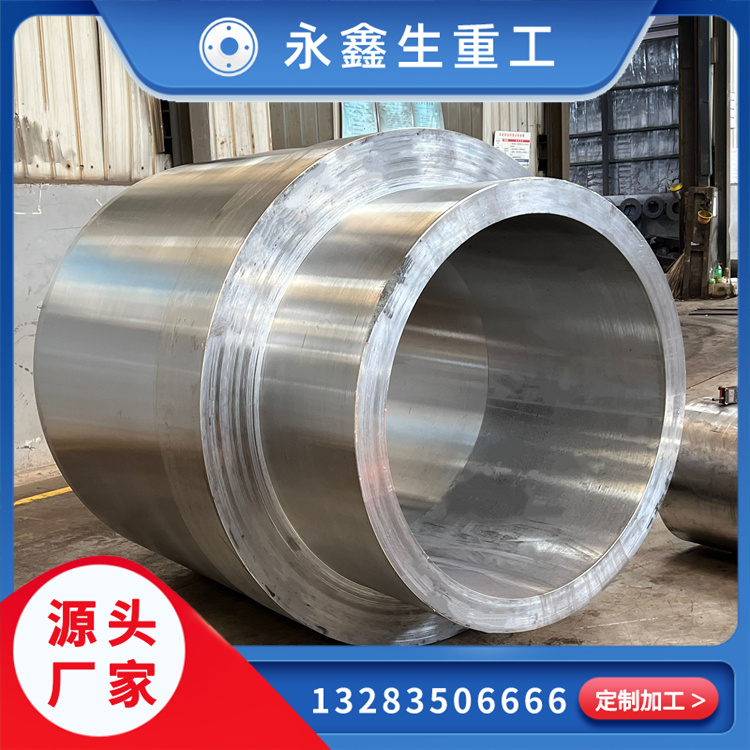
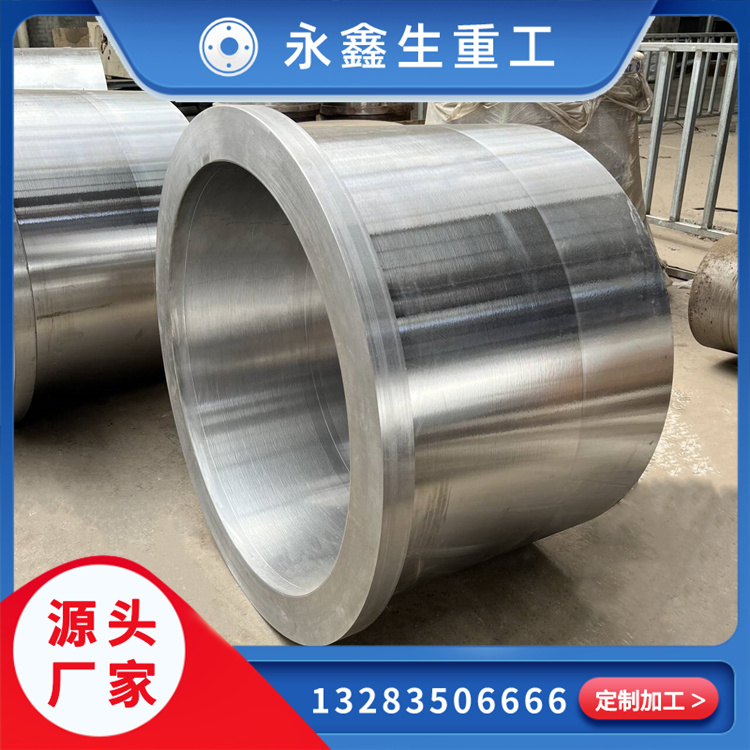
根据零件尺寸精度和表面粗糙度等技术要求,按添加模锻件内、外表面机械加工余量2.5mm,形成的法兰锻件,采用整体闭式模锻方式,内、外模锻斜度取1°。采用锯床下料,以保证坯料尺寸精度;采用中频感应炉加热,减少加热工序中的氧化皮产生。锻造温度范围为1100℃~950℃。因摩擦压力机的打击行程是随锻件变形力变化的,可实施多次打击,并设有顶出装置,故闭式模锻通常在摩擦压力机上进行。摩擦压力机上使用的模锻模通常采用带导向装置的模架结构,本文采用了导筒式模架结构型式。采用管坯镦锻法兰锻件,工序少,所需设备吨位小,非常适合锻造温度范围窄的不锈钢法兰锻件的生产。该工艺生产效率高,成本低,在实际生产中具有一定的应用价值。


联系: 杨经理
邮箱: 13283506666@qq.com
手机: 132-8350-6666
传真: 0350-6080556
电话: 0350-6066666
地址: 山西省忻州市定襄师家湾工业园1号

微信二维码